SƠ LƯỢC VỀ THÉP KHÔNG GỈ
Thép không gỉ là một hợp kim được được trộn lẫn thành phần cơ bản là sắt với crom và nikel. Dựa vào crom chẳng hạn, thì hình thành lớp vỏ chống oxi hóa rất mạnh trên bề mặt (lớp vỏ bất động do đó nó đã tạo lên một thứ kim loại chống ăn mòn rất tốt. Thép không gỉ không phải là kim loại không gỉ, mà là hợp kim khó gỉ sét. Với lớp vỏ bất động được hình thành từ hợp kim của crom.
Sơ lược về nhập môn ステンレス
-
tính chất
-
Sus304
-
Sus316
-
Sus430
-
Sus440C,Sus420J2
-
Sus410
-
Sus310S,Sus309S
-
Sus303
-
Sus301
-
SusXM7
-
Khác
-
Tên vật liệu và quy cách
-
Tái chế
-
Tính dẫn nhiệt và dẫn điện
-
Từ tính
-
-
Bề mặt hoàn thiện và bề mặt đánh bóng
-
No1, Hot, Sansen
-
2B
-
BA
-
HL
-
#400
-
#700
-
Vẩy cá
-
Dùng chất hóa học tạo màu
-
Giá cả
-
-
Sử lý bề mặt
-
Làm bóng bằng điện giải
-
Rửa Axit
-
Đánh bóng trong lồng quay
-
Đánh bóng bằng bắn cát hoặc bi sắt
-
Sơn
-
-
Ăn mòn của thép không gỉ và vỡ nứt
-
Nhà sản xuất, nhà phân phối, cửa hàng
-
khái niệm về nhà sản xuất
-
Các công ty chế tạo thép chuyên dụng
-
Nhà sản xuất gia công lại lần hai
-
-
Quy cách về kích thước, hình dạng vật liệu thép không gỉ
-
thép tấm
-
thanh la và thép vuông
-
thanh tròn, và thép dây
-
thánh V thanh U
-
khác
-
-
Gia công thép không gỉ
-
Cắt
-
Tiện gọt
-
Bẻ và tạo hình
-
Hàn
-
Nối
-
-
Tái bút
-
Tài liệu tham khảo
1.Tính chất
Thép không gỉ là một hợp kim được được trộn lẫn thành phần cơ bản là sắt với crom và nikel. Dựa vào crom chẳng hạn, thì hình thành lớp vỏ chống oxi hóa rất mạnh trên bề mặt (lớp vỏ bất động) do đó nó đã tạo lên một thứ kim loại chống ăn mòn rất tốt. Thép không gỉ không phải là kim loại không gỉ, mà là hợp kim khó gỉ sét. Với lớp vỏ bất động được hình thành từ hợp kim của crom.
Ta gọi độ chống lại ăn mòn đó tính chất chống ăn mòn. Mục đích tối quan trọng trong việc sử dụng thép không gỉ đó là tính chống ăn mòn (chịu được tính axit và chịu nhiệt)
Lớp vỏ bất động được hình thành hợp kim của Cr, lớp vỏ này có tính chất cho dù bị tổn thương đi nữa thì nó cũng nhanh chóng được phục hồi. Môi trường mà gây tổn hại làm cho lớp vỏ yếu đi thì nó sẽ phát sinh việc ăn mòn. Việc ăn mòn nó không giống với mầu đỏ gỉ sét của thép nhưng, nhưng tùy vào điệu kiện hoàn cảnh thì có rất nhiều loại ăn mòn sảy ra.
Sắt hay vàng bạc đồng nhôm chẳng hạn thì là một nguyên tố kim loại, nhưng thép không gỉ không phải là một nguyên tố kim loại. thép không gỉ là một hỗn hợp chộn lẫn chẳng hạn như nikel hay crom với thép, với thành phần của sắt chiếm 60%~80% trong hợp kim, dựa vào vai trò cũng như chủng loại kim loại tham gia mà rất nhiều loại thép không gỉ được chế tạo. thép không gỉ là một tên gọi chung của chủng loại thép đó. Do đó là một hợp kim với thành phần chủ yếu là sắt, xin đừng nhầm lẫn.
Hễ mà chộn crom vào với sắt với tỷ lệ chiếm khoảng 11% đơn vị thì ngay tức khắc tính chống ăn mòn được tăng cao lớp màng bất động được hình thành). Dựa vào đó mà người ta xác định thép khôn gỉ là một hợp kim được chộn lẫn từ 11%cr trở lên vào với sắt.
Kí hiệu vật liệu thép không gỉ là SUS. Để phân biệt chủng loại thép không gỉ thì phía sau SUS sẽ được thêm vào chẳng hạn là 3 chữ số. Dù chỉ với quy cách công nghiệp của Nhật thì có tới khoảng 60 chủng loại hiện hành, nhưng được sử dụng một cách phổ thông và có thể mua bán trên thị trường nó rơi vào khoảng 10~20 chủng loại. Rất nhều loại khác thì tùy vào từng ứng dụng loại thép chuyên dụng được chế tạo , hướng tới những người có nhu cầu lớn, ta có thể coi đó là một loại thép đặc biệt. Thêm nữa, ngoài quy cách trong công nghiệp Nhật thì có rất nhiều chủng loại thép mà chỉ nhà sản xuất đó chế tạo.
SUS được ghép bởi những chữ cái đầu của Steel Used Stainless (nguyên liệu thép với úng dụng là khó gỉ sét, gỉ sét không nhiều)
Về giới kinh doanh thép không gỉ của Nhậtステンレス có thể bị lược bỏ còn ステン。Ngoài ra cung là thép không gỉ nhưng được kí hiệu là SUH biểu thị quy cách về tính chịu nhiệt của thép trong bảng tiêu chuẩn của nhật.
Gần đây với sự hội nhập quốc tế hóa , việc nhận được rất là nhiều bản vẽ từ nước ngoài. trên các bản vẽ như vậy thì có ghi là INOX, Sau khi tìm hiểu thì ở châu âu họ gọi ステンレス là INOX. INOX trong tiếng pháp thì nó được lấy từ chữ đầu tiên trong chữ hợp kim.
Với chủng loại thép không gỉ thì những người bình thường có thể phân chia một cách khái quát thành 2 loại: đó là loại nam châm hút và loại nam châm không hút. (có từ tính và không có từ tính).
Loại thép mà có từ tính thì việc thêm vào thành phần chủ yếu là crom thì kí hiệu với chữ số 4xx thêm vào giống như kiểu Sus430, nhóm này còn được gọi là nhóm Cr. Với việc luyện kim thì được chia ra làm hai loại: nhóm フェライトvà nhómマルテンサイト.
(Luyện kim tức là kĩ thuật tinh chế kim loại từ quặng và từ đó chế tạo hợp kim)
Nhóm フェライト nếu so sánh một cách bình thường với nhóm オーステナイト thì tính chống ăn mòn nó sẽ yêu hơn. Nhưng với giá thành nguyên liệu rẻ việc ứng dụng mà không có vấn đề gì thì có lẽ người ta hay chọn trên phương diện giá thành. Đương nhiên khi sử dụng mà cần từ tính thì chắc chắn là sẽ sử dụng nhóm フェライト。
Thép mà không có từ tính nguyên tố thêm vào chủ yếu là Crom và Nikel. Kí hiệu là 3xx , với xx là các chữ số được thêm vào. Được gọi là thép không gỉ của nhóm オーステナイト。Do có Nikel thêm vào nên tính chống ăn mòn và chịu nhiệt được nâng cao. Về giá thành thì đương nhiên là sẽ cao hơn thép không gỉ nhóm フェライト、cũng có khi được gọi là thép không gỉ nhóm Nikel. Tại cái nơi mà vật chất bị biến đổi do hàn hoặc là gia công khắc nghiệt, thì nó sẽ bị nhiễm một chút từ tính và giảm tính chống ăn mòn dễ trở lên bị ăn mòn.
フェライト・マルテンサイト・オーステナイトlà các nhóm được phân loại theo sự kết hợp của kim loại. với nhómフェライト とオーステナイト thì theo như sách giải thích ở phần luyện kim do cách thức liên kết của các phân tử kim loại khác nhau lên tạo thành hai nhóm khác nhau.
Nhưng với sự khác nhau đó tại sao lại dẫn tới sự có từ tính và không có từ tính thì chủ bút không có tìm hiểu. vì không phải là chuyên gia lên xin né và bỏ qua phần đó.
Thép tấm không gỉ nhóm Nikel (bề mặt 2B,nói sau) thì do có thành
Phần của nikel nên nó có màu trắng sám. ở nhóm Crom thì nó phản ánh đúng Crom phản chiếu lên màu hơi đen đen(giống như mạ một lớp Crom). Nếu đặt hai nhóm lên so sánh thì sự khác nhau có thể phân biệt được. tuy nhiên khi mà sản phẩm đã qua gia công sử lý bề mặt hoặc là đánh bóng hoặc là do vế bẩn thì mầu nó sẽ lẫn lộn dẫn đên việc phân biệt trở nên khó khăn.
Ngoài ra , dựa trên 2 nhóm thép cơ bản và thêm vào một lượng nhỏ những nguyên tố khác thì ta có thể chế tạo ra những loại thép không gỉ với sự đặc trưng riêng. ứng với từng mục đích thì ta có thể thêm đồng ,Nb, titan, manggan , lưu huỳnh, Mo. Thành phần kim loại thêm vào vào nhiều thì giá thành càng đắt. đặc biệt là khi thêm những kim loại hiếm như Mo hoạc là Titan thì loại thép được thêm vào đó nó sẽ có giá thành cao hơn rất bình thường.
Và có những loại thép thường dùng thì thường giữ một lượng nhỏ carbon. Cacbon thì nó cũng là một nguyên tố tạo lên độ cứng và cùng với đó nó cũng là nguyên nhân gây lên ăn mòn và nứt vỡ. người ta giảm lượng cacbon xuống dưới 0.03% thì nó sẽ nâng tính chống ăn mòn lên và gọi là vật liệu thấp cacbon. Phía cuối kí hiệu thì có thêm vào L giống như Sus304L, vật liệu sẽ trở lên mềm hơn một chút và giá thành thì tăng.
Khối lượng riêng của thép không gỉ thì từ 7.7~8g/cm3、tùy vào từng loại thì khối lượng riêng nó khác nhau. Với thép 304 thì khối lượng riêng là 7.93 với sắt là 7.87 thì cũng tương đương nhau. Lý do mà giá thành của thép không gỉ nó trể nên cao thì ngoài giá nguyên liệu khi mà so sánh với sắt ra thì còn lý do chính liên quan đến việc gia công rất là khó khăn.
Do nó có độ bền cơ học tốt khi mà so sánh với sắt nên dù ta có sử dụng vật liệu mỏng hơn so với sắt thì ta vẫn có thể nhận được độ bền cơ học tốt. thêm nữa khi sánh về độ giãn với sắt thì nó cũng tốt hơn, trường hợp mà gia công bẻ gập chấn ép tạo hình với thép tấm, nếu là sắt trường hợp mà sảy ra nứt vỡ thì khi sử dụng thép không gỉ thì nghe nói là tốt hơn.
Phía dưới tôi xin giới thiệu một số loại thép không gỉ tiêu biểu.
1.1Sus304:
Bao gồm Cr 18%、Ni 8%, thép không gỉ 18-8 cũng được coi là nó. Vì nó có tính chống ăn mòn và chịu nhiệt tốt nên nó được sử dụng một cách phổ thông nhất. thêm nữa với rât nhiều vật liệu với hình dạng khác nhau được sản xuất như: thép tròn, thanh V, thép ống, théo tấm, dễ dàng mua được. ở môi trường tính muối và axit mạnh thì hiện tượng ăn mòn sẽ say ra. Tại nơi mà chịu ảnh hưởng của nhiệt do hàn thì sẽ có việc ăn mòn sảy ra và nứt vỡ. nhiệt độ chịu đựng trong khoảng an toàn sẽ là từ 700~8000C. vì nó có độ dãn nở nhiệt lớn, với phương pháp gia công khéo léo để giữ không cong vênh vì nhiệt là rất quan trọng. thông thường thì nói về thép không gỉ việc sử dụng loại thép 304là rất nhiều, 304 được coi là loại thép cơ bản của nhóm オーステナイト。
1.2 Thép 316:
Với thành phần cơ bản là 304 và tăng thêm Ni, thêm vào 2~3%Mo. Với việc thêm Mo vào thì tính chống axit và chịu nhiệt được tăng lên. Được sử dụng trong trường hợp mà thép 304 nó kém về mặt chống ăn mòn cũng như độ bền, chẳng hạn được dung trong môi trường nước biển, dược liệu hóa học. khối lượng riêng là 8.0 g/ cm3.
Mo vì là một nguyên tố có giá thành cao, lên giá nguyên liệu nó cũng tăng thêm ở phần đó. Kích thước và hình dạng mà có thể mua được thì ít nhiều hạn chế so với thép 304, với 316L cũng giống như vậy. vì ngoại quan thì không thể phân biệt được 304 với 316 nên loại thuốc phân biệt được có Mo hay không thì cũng đang được bán. ( dùng máy phân tích, 分析機).
Thêm nữa là 304 và 316 là thép thuộc nhóm オーステナイト nên việc thiêu đốt (sử lý nhiệt làm cứng) là không thể. Vì vậy không thể sử dụng cho các ứng dụng mà cần sử lý nhiệt. thép không gỉ mà có thể sử lý nhiệt được thì thuộc nhóm マルテンサイト.
1.3 Thép 430
Với 18%Cr và không có Ni, thép 430 có từ tính lên nam châm sẽ hút. Nếu so sánh với 304 về tính chống ăn mòn thì nó kém hơn nhưng do giá thành rẻ lên đang được sử dụng rất nhiều trong vật dụng gia đình, nhà bếp…
Thép 430 đại diện cho nhóm フェライト nếu là sử dụng trong môi trường như là vườn hoạc là các vật dụng tiếp xúc với nước thì hầu như là không có vấn đề gì. Với tỷ lệ giãn nở nhiệt thấp là một lợi điểm, khối lượng riêng là 7.7g/cm3. Với biện pháp phòng chống nứt gãy do ăn mòn ứng lực sảy ra ở thép 304 thì chủng loại thép 444 được tạo lên do thêm Mo vào 430 với tính chất khó han gỉ, chúng được sử dụng rất nhiều như vật liệu xây dựng với mái nhà bằng thép không gỉ, khí cụ chứa nước nóng. Cũng giống như vậy khi thêm nhiều nguyên tố vào thành phần chính là 430 thì sẽ tạo ra một các loại thép có tính chống ăn mòn ngang với 304 ví dụ như thép 434 , 436. Những loại thép này thì là những loại thép chuyên dụng lên trên thị trường thì chưa có bán.
1.4 Thép 440C, 420J2
Thuộc nhóm マルテンサイトvới 13%Cr vì có thể sử lý nhiệt để trở lên cứng hơn nên được ứng dụng như la làm lò xo, dao, chẳng hạn. các loại dao, thước hay bi bạc dạn thì sử dụng vật liều này rất nhiều. với nhóm thép này thì lượng C nó sẽ ảnh hưởng đến độ cứng khi mà sử lý nhiệt. Nhóm thép này có từ tính mạnh.
Với độ cứng tốt và chống mài mòn cao lên được sử dụng làm phanh của ô tô, thêm nữa là dao lam.
1.5Loại thép 410S
Là thép không gỉ với giá thành rẻ và tính chịu nhiệt và chống ăn mòn tốt so với sắt lên được sử dụng ở các bộ phận ống xả của ô tô. Vì nó phòng chống được ăn mòn do khí thải hóa học hoặc là chất các chất chống đông lạnh lên các bộ phận ống xả của ô tô đang được thay thế dần bằng thép không gỉ.
Chẳng hạncó cả loại thép 409L nữa, chủng loịa thép mà thuộc hệ nhóm 410 và 409 thì cũng có người gọi là sắt không gỉ. Những năm gần đây bộ phận ống xả thì nghe nói người ta sử dụng 436L nhiều hơn với tính năng chống ăn mòn tốt hơn nhóm 410 và nhóm 409.
Tiếp theo là nói về loại thép không gỉ của nhóm フェイライト chống ăn mòn cao.
Điểm chính mà nhóm thép này được lựa chọn.
1: Ăn mòn mà phát sinh ở nhóm オーステナイトđã có biện pháp phòng ngừa tại nhóm thép フェライト、thép 444 ứng dụng cho máy nước nóng , đồ tiếp xúc với nước.
2: với giá thành thấp khả năng chống ăn mòn và chịu nhiệt tốt việc sử lý bề mặt từ 410 430, đến 430lx hơn thế nữa 434 và 436 L đuợc ứng dụng làm bộ phận ống xả của xe hơi.
Nhóm オーステナイト giá cao vì nó có vả Ni với giá đắt. Với nhóm フェライト thì nó không bao gồm Ni, từ truớc tới giờ chẳng hạn như 430 thì tính chịu nhiệt chống ăn mòn khi gia công nó sẽ gặp một chút khó khăn. Nên nguời ta cải tiến 430 bằng cách tăng Cr, thêm Mo, ngoài ra còn thêm Ti và Nb rồi giảm C xuống cực thấp để được một loại thép không gỉ nhóm フェライト chống ăn mòn cao.
Do có sự tăng đột biến của Ni lên nhóm thép không gỉ Ni có giá thành rất là cao. Vì vậy loại thép không gỉ nhóm フェライト chống ăn mòn cao thì nghe nói đựợc sinh ra và phát triển nhóm thép hệ フェライトvới ưu điểm về giá. Hiện tại đại diện cho nhóm thép thì thường người ta vẫn chọn 436L với ứng dụng làm các bộ phận của ống xả ô tô. ( thép 444 thì được sử dụng từ khá là lâu nhưng chác là do giá cao)
Theo dân kinh doanh bán vật liệu thì tính chống ăn mòn nó cũng ngang với thép 304 nhưng thực tế thì cần phải xem lại sách và tài liệu. (loại thép này thì chủ yếu được sản xuất bởi các hang có lò cao áp với những thiết bị cán ép thích hợp).
1.6 Thép 309S và 310S
Là loại thép chịu nhiệt độ rất cao khi đã tăng cả Cr và Ni. Vì có thể chịu đựng được nhiệt độ 800-1000 độ C lên được sử dụng ở những điều kiện khắc nghiệt như khí cụ sử lý nhiệt hay trong lò đốt. ngoài ra tính chịu nhiệt được xếp theo 304<316<309S<310S giá thành cũng theo thứ tự đó tăng dần. ở thép không gỉ nhóm Ni được sử dụng một cách phổ thông thì thép 310S là loại có giá cao nhất.
Thép 310S là hợp kim với 25% Cr và 20%Ni, nếu mà cao hơn tỷ lệ này thì về nhóm hợp kim Ni, Nó có カーペンター、インコネル、ハステロイvới danh nghĩa là các cái tên nhóm đại diện cho hợp kim Ni.
1.7 Thép 303:
Là loại thép dễ cắt gọt, hễ mà thêm P hoặc S vào SUS 304 thì nó lsẽ có tính chất là dễ cắt gọt và các ba-zớ đẩy ra trở lên đẹp. sử dụng làm nguyên liệu cho các sản phẩm catứ gọt, nhu là trong gia công máy tiện. tuy nhiên vì tính chống ăn mòn nó giảm nên cần chú ý đến môi truờng sử dụng.
ở nhóm Cr thì thép dế cắt gọt có 416. thép 303 chủ yếu có ở thép thanh thép tấm thì ít.
1.8Thép 301
Là loại thép có sự đàn hồi cao dó có chứa lượng cacbon nhiều hơn SUS 304 độ cứng hóa khi gia công bằng cán nguội thì nó sẽ lớn nên hay sử dụng làm lò so, tấm thép đàn hồi.
1.9 Thép XM7
Thường được ứng dụng làm đầu mũ, ren hoặc là ép khuôn. Thép này với thành phần chính là 304 và them vào 3~4% CU. Chính vì nó giảm độ cứng khi gia công lên được sử dụng gia công cán nguội hay là gia công ép khuôn tạo hình với tỷ lệ thay đổi lớn. được sử dụng trong truờng hợp mà dùng thép 304 mà nó bị nứt vỡ, và đa phần là sử dụng làm ốc vít.
1-10. 2 loại thép mà có sự khác biệt về tổ chức kim loại.
- Nhóm duplex (2 nhóm kết hợp): sự kết hợp giữa nhóm フェライトヴ&オーステナイトnên cúng mang tính chất của cả hai nhóm. Mang từ tính nhưng tính chống ăn mòn cao, chống lại đựơc môi trường nước biển.
Có các mác thép: Sus 329j1, Sus 329j3L, 329j4L,
- Nhóm sekisyustu ( cứng hóa phân tách)
Tính chất nó sẽ trở lên cứng dựa vào quá trình sử lý nhiệt, có thể điều chỉnh nhiệt lượng để chỉnh độ cứng.
Chịu nhiệt cao và tính chống ăn mòn cao.
Có các mác thép Sus 630 và 631.
1-11. Tên gọi vật liệu và quy cách
Các kí hiệu của các nhóm thép thì những nhà sản xuất vật liệu thì đã gắn vào các kí hiệu hàng hóa khác nhau. Với các nhóm phổ thông thì không có sự thay đổi so với JIS. Nhưng với loại thép đặc biệt thì cũng có tên riêng không bắt buộc. dù là cùng một loại thép nhưng tùy vào nhà sản xuất mà có truờng hợp có tên gọi khác nhau. Dù cùng trong phạm vi JIS nhưng việc gắn từng cái tên riêng vào và mang những tính chất đặc trưng chỉ công ty mình có thì cũng có nhiều.
Các kí hiệu của nhà sản xuất chính.
JFEスチール=JFE、新日鉄住金=NSSC(chữ testu chuẩn không gõ được). 日本冶金=NAS。
Ngoài ra thì các quy cách và kí hiệu của nước ngoài nó cũng khác Nhật. Đức thì là DIN, MỸ thì AISI, ATSM, UNS. Châu âu thì quy cách EN cũng có, Thế giới thì là ISO. Truờng hợp mà quy cách giống như này được ghi thì việc xác nhận lại xem nó ứng với quy cách nào trong JIS là rất cần thiết.
Hơn nữa truờng hợp mà không phải là JIS mà ghi thép 18-8, biểu hiện tỷ lệ phần trăm của thép 18% Cr và 8%Ni tuơng đương với đó chính là thép 304.
- Vật liệu 316 thì nó bao gồm cả Mo lên với những người tiêu dùng phổ thông thì cũng có trường hợp ghi là thép Mo, hay thép chịu ăn mòn cao.
Dù là nhómフェライト nhưng có tính chống ăn mòn cao lên chú ý không phải vật liệu cứ nam châm hút thì tính chống ăn mòn kém. Thép không gỉ mà được sử dụng trong trường hợp chịu nhiệt thì cũng rất nhiều. loại thép này chịu được nhiệt độ bao nhiêu thì có thể xác định được thông qua bảng chịu nhiệt của thép. Tuy nhiên tùy vào từng môi trường thời gian sử dụng thì nó có sự khác nhau. Hơn nữa cũng là một loại thép nhưng dộ dày hoặc độ lớn khác nhau thì tính chất chịu nhiệt cũng khác nhau. Vì vậy việc lựa chọn thép thường là bên gia công làm.
1.12 Tái chế
Thép không gỉ là một nguyên liệu mà có thể tái chế hầu như 100% các phế liệu và mảnh vụn. vì là một hợp chất mà mang nhiều thành phần kim loại có giá thành cao lên không được vứt bỏ hoặc chôn lấp được, cần cố gắng phân loại và tái chế.
Theo như tạp chí hiệp hội Ni vào năm 2007 thì tỷ lệ sử dụng thép không gỉ tái chế đạt 60%. Nếu sử dụng nguyên liệu tái chế thì có thể giảm được 1/3 năng lượng sử dụng khi chế tạo thép không gỉ, và nó cũng giám đi được lượng khí thải C02 tương ứng. từ nay trở đi thì việc sử dụng nguyên liệu tái chế để sản xuất thép không gỉ còn có thể tăng cao. Được ghi tại Nikel vol 22 7/9/2007.
1.13 Xin nói thêm về độ dẫn nhiệt và độ dẫn điện.
Thép không gỉ thì có độ dẫn nhiệt và điện kém hơn so với sắt và nhôm. So sánh về độ dẫn nhiệt thì sắt (ssxxx) gấp 5 lần thép 304 và gấp 3 lần thép 430.

Về độ giãn nở nhiệt thì sắt và thép 430 tương đối giống nhau, thép 304 thì gấp 1.5 lần sắt, khi có tác dụng nhiệt thì độ cong vênh lớn sảy ra lên chú ý khi sử dụng. bồn rửa rau ở bếp khi mà đổ nước nóng vào thì thì có âm thanh ‘bang’ phát ra, nó sảy ra do sự giãn nở không đều của phần bị tác động với phần không bị tác động. phần bị tác động với phần không bị tác động.

- Tính dẫn điện của thép không gỉ nó cũng rất thấp, tức là tính kháng điện cao không cho dòng điện đi qua lên năng lượng điện sẽ chuyển hóa thành nhiệt.
- Việc hàn dựa vào sự kháng điện sinh ra nhiệt nó cũng là một phương pháp hàn để kết nối kim loại. việc kháng điện cao nhiệt nó bùng phát ở một khu vực cũng là một điều kiện tốt khi so với sắt. việc dẫn điện tốt như nhôm thì muốn hàn kháng thì sẽ cần một lượng điện lớn.
- Độ kháng điện của ss400 khi so với 304 thì cao gấp 4~5 lần, khi so với 430 thì cao hơn 3~4 lần.
1.4 Từ tính
Nói về từ tính, thép 304 thuộc nhóm オーステナイト (nhóm nikel) thì nam châm không hút, đang được sử dụng nhiều nhất là 304 thì trong các vùng bộ phận uốn chấn thì nó có mang một chút từ tính. (thép 430 thì nam châm nó hút mạnh giống như sắt là không có)
- Phụ thuộc vào việc gia công, thì tổ chức của kim loại nó bị biến đổi nhóm kim loại có từ tính mạnh như là nhó マルテンサイト&フェライト nó sẽ lẫn vào với nhóm オーステナイト。Những chỗ mà bị ảnh hưởng của việc hàn hoạc là gia công làm cứng thì tổ chức kim loại nó không được giống nhau. ở những chỗ đó thì việc bị ăn mòn sẽ dễ sảy ra.
- Nguyên liệu 304 mà cán nguội thanh thép dẹt dài, hoạc thanh tròn, từ tính yếu thì nó sẽ theo từng bậc của nguyên liệu như từ tính 316 và 310snó sẽ yếu hơn 304. Tổ chức kim loại bị biến đổi đó để mà trở về với ban đầu của nhóm オーステナイトvới 304 thì sử lý nhiệt làm cứng hóa lên ở nhiệt độ 10000c trên nguyên lý là như vậy nhưng so với thực tế khó rất nhiều.
- Thép 304 sau khi gia công thì cũng có thể bị nam châm hút.
- Gần đây theo sở gia công thì châu âu hay trung quốc dã có quy chế yêu cầu chứng minh những thành phần có trong thép không gỉ, hay nói cách khác là chứng minh thép không có hoặc có lượng nhỏ cho phép các nguyên tố độc hại như chì thủy ngân ..
2 Hình dạng bề mặt và hình dạng khi đánh bóng
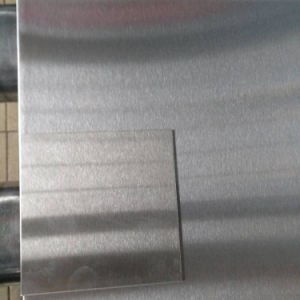
- Với những người bình thường thì nghĩ thép không gỉ là loại thép bóng sang, cái này là do những sản phẩm trong bếp những đồ trang trí thì nó dễ đập vào mắt mình nhưng chúng đã được mài và đánh bóng rồi. tuy nhiên bề mặt của vật liệu tùy vào phương pháp chế tạo hoặc hình dạng mà nó khác nhau. Trạng thái bề mặt và phương pháp chế tạo vật liệu vì nó liên quân mật thiết, cùng bề mặt vật liệu nhưng cách gọi khác nhau là có. Sau đây xin giới thiệu một vài loại.
2.1 Độ bóng No1:(hot―thô nhám)
Vật liệu thép tấm bề mặt mờ hơi trắng trắng, kiểu gần giống màu đất mặt thô, thép tấm độ dày trên 3 mm. sau công đoạn gia nhiệt và kéo dài bằng trục cán thì sẽ loại bỏ vết bẩn lớp vỏ màu đen thì sẽ được sản phẩn. vì nó là sane phẩm đầu tiên trong tuần tự công đoạn lên được gọi là No1. Vì là vật liệu chế tạo
bằng cán nóng lên còn được gọi là vật liệu hot, hay là được rửa bằng axit lên còn được gọi là sansen (sande araimasu).thanh la hay thanh v hay thanh tròn thì không gọi là No1 mà là Hot hoặc sansen. Trường hợp của thép không gỉ để nguyên lơp vỏ đen giống sắt thì hầu như là không có. Nếu mà nói là vật liệu nóng tức là bề mặt được rửa bằng axit (sansen). Để làm đẹp vết cháy do hàn thì việc sử dụng axit là rất nhiều. với trường hợp đó thì nó cũng đột nhiên trở thành mờ. loại thép thanh thanh v nếu mà có ghi (nhiệt axit phẩm ) thì có thể hiểu là nó cán nóng và rửa bằng axit. Vật liệu mà chế tạo cán nóng thì kh mà so sánh với cán nguội thì độ tinh về kích thước nó kém nên đẻ chế tạo sản phẩm gia công tinh thì có trường hợp không thích hợp. (giá thành nó cũng rẻ hơn ít nhiều)
2.2 Độ bóng 2B
Vì nó co bề mặt cũng sáng lên nó có thể phản xạ chiếu lại. là những vật liệu có độ dày dưới 6mm. vơi thép 304 thì có màu trắng bạc còn 430 thì có màu của Cr, chính thức thì nó tên là No2B nhưng bình thường thì lược bỏ đi thành 2B. tiếp theo của No1 thì là bước thứ 2 trong công đoạn hoàn thành lên nó gọi là No2 hình dạng Bright (B) có nghĩa là sáng. Bề mặt của vật liệu 2B không phải là dạng mài bóng. Tổ chức bề mặt kim loại nó bị tán nhỏ ra trơn tru do các lần cán. Vì bảo đảm được sự ăn mòn bề mặt lên bề mặt vật liệu cán nóng được sử dụng phổ biến nhất. trước 2B thì còn có 2D nhưng không được sử dụng phổ biến. vì nó không bị cứng do gia công độ kéo dãn tốt lên dùng cho gia công vặn ép.
-No1- đối với vật liệu nóng bề mặt trở thành cơ bản của vật liệu cán nguội thì là 2B.
2.3 Độ bóng BA:
Bề mặt rất là bóng đẹp nó cung gần giống với mài bóng #400, nó được viết tắt của từ brightanneling, tiếng nhật nó còn được gọi 鋼機焼鈍(こうきしょうどん). Do cán lạnh với việc loại bỏ cách rửa bằng axit để làm sáng bóng lên đã sử dụng môi trường không CO2bằng khí ga để sử lý nhiệt. muốn làm cứng lại thì phải ủ nhưng do không bị oxi hóa lên không cần rửa axit. (Vì không phải là thép tấm mà được mài đánh bóng bằng tác động vật lý, lên chỉ có thể chế tạo được độ dày 2mm đổ xuống. nó được sử dụng giống như loại mài bóng như gương. Giá thành thì đắt hơn 2B kha khá.
Thanh la với thanh V thì bề mặt nó khác với thép tấm lên nếu không có chỉ định gì về bề mặt mài bóng thì chỉ có vật liệu nóng và vật liệu nguội. vật liệu cán nguội thì nó cứng hơn vật liệu cán nóng.
Cùng với việc giảm công đoạn cán nguội thì vật liệu cán nóng sẽ có thể gia công để tăng độ bền.
- Độ dày của thép mà càng trở lên mỏng thì có nghĩa là công đoạn cán càng nhiều, vì vậy giá thành tương ứng với khối lượng nó sẽ tăng. Nghĩa là thép càng mỏng thì giá càng cao.
- Thép tròn chẳng hạn thì cũng vậy thép nhỏ thì công đoạn kéo nhiều lên giá thành cũng trở lên cao. Tuy nhiên vì là giá thành ứng với khối lượng lên việc chuyển sang tính giá bằng diện tích hoạc chiều dài thì rất là quan trọng.
- Bề mặt của thép ống dùng cho phân phối dù là được sử dụng vật liệu cán nguội thì về cơ bản vẫn là bề mặt rửa bằng axit (sansen )
- Thép ống thì được chế tạo vừa quấn tròn thép và hàn thì cũng rất nhều nhưng ở công đoạn cuối vẫn dùng axit để rửa. thép ống không gỉ mà rất sáng đang được sử dụng ở các tay vịn cầu thang thì nó đã được mài bóng và làm sáng. Để tạo được mĩ quan lên đã mài bóng. Cũng có thể gọi là ống thép trang trí, làm đẹp.
Hơn nữa những đồ mà mài bóng tức gia công lần hai thì hầu hết là dùng để trang trí bề ngoài.
2.4 Độ bóng HL
Hình dạng bề mặt nó được mài có chiều dài giống như vết sọc, giống như là sợi tóc. khoảng #200~250 của vật liệu đánh bóng. (Nó dùng vật liệu thấp nhất để mài). Tùy vào xọc đó nó có bề mặt trở lên mờ. tay vịn hàng rào, vật liệu xây dựng ở ngoài được sử dụng khá nhiều. nó có một ưu điểm là dù có bị xước nhưng cũng không quá nổi bật. việc mài tu sửa cũng dễ dàng. không chỉ là thép tấm thép ống, thanh la, thanh v , thanh tròn cũng được sản xuất chung.

- Thép tấm HL bình thường thì luôn được bọc keo (PVC) để đề phòng, chống trầy xước bề mặt.
- Ngoài ra thì HL nó còn giống với đồ mà được đánh bóng dạng số 4, mài bóng No4 này thì nó thô hơn HL, các sọc dọc thì hầu như không có.
2.5 Độ bóng #400 (No.4):
Mài đánh bóng: là một loại có bề mặt bóng sáng, dùng đá mài bằng nỉ để mài bóng. Ngày nay thì việc mài bóng thường dùng chất hóa học nhưng việc sử dụng sợi thực vật hoặc là nỉ thì vẫn còn. #400 là kí hiệu của độ bóng của việc mài số càng cao thì độ bóng càng cao. Thông thường # 400~600
Thép tấm thì mài một mặt thì thông dụng, mặt còn lại thì giữ nguyên, nên thường hay kí hiệu カタメン#400.
-

2.6. Độ bóng#700, #800 (7k, 8k)
Là cấp cuối cùng của loại mài bóng, nó được mài đánh bóng đến khi có bề mặt siêu mịn, sáng bóng như gương. Hễ mà gọi là mài mặt gương thì nó ở cái độ mài #700, 800 này. Để chánh xước lên việc dán keo là chuyện đương nhiên, có thể dán tới 2 lớp. duy chỉ thép tấm, vì việc mài này sử dụng máy mài chuyên dụng cùng loại vật liệu chuyên dụng lên giá thành của nó sẽ rất đắt. trường hợp mà sử dụng tay để mài thì tối đa chỉ tầm #600.
-
TẤM INOX BÓNG GƯƠNG ( 8K/NO.8/MIRROR)
2.7 Độ bóng うろこ研磨:(mài vảy cá):
Là các hoa văn như vảy cá (hoa văn có hình cánh quạt chồng lên nhau) ở các khung xe tải thì thường thấy hay sử dụng.
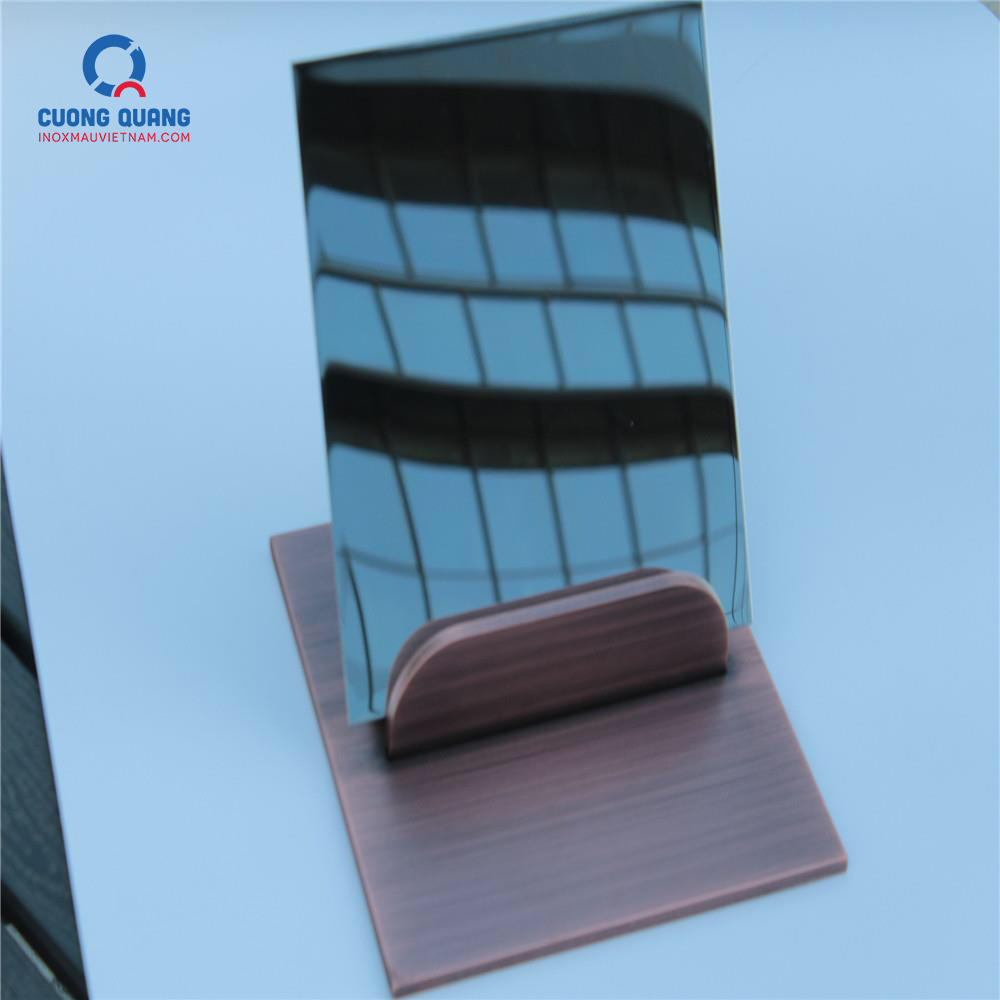
2.8 Sử dụng chất hóa học để làm nổi màu:
Với các ứng dụng vào việc trang trí (vật liệu xây dựng). dựa vào việc sử dụng thuốc hóa học thì bề mặt bị oxi hóa lớp vỏ sẽ bị biến đổi và nó tạo thành loại thép có màu sắc. công ty INCONEL đã phát triển ra nó lên gắn với tên thương hiệu INCOCOLOR rất nổi tiếng. dựa vào việc tăng giảm sự oxi hóa lớp vỏ bề mặt nó làm thay đổi tỷ lệ khác xạ ánh sáng lên nó phát ra màu. Hễ mà vật liệu gốc nó ở trạng thái không tốt nó sẽ không tạo ra được màu đẹp. vì vậy mà thông thường thì người ta hay sử dụng vật liệu gốc là bề mặt gương (#700~#800).
Ngoài việc màu sắc thì việc dùng chất hóa học để ăn mòn bề mặt thì nó cũng tạo ra các tấm thép có hoa văn.
Dựa vào nhiệt để tạo ra màu cho thép không gỉ thì cũng có. Hễ mà tác động nhiệt vào thép mà đã được đánh bóng thì nó sẽ ra màu vàng hoặc màu vàng của màu cháy. Những ống xả của xe máy nếu thấy bảy màu thì nó là sản phẩm của sử lý nhiệt.
Về giá của hình dạng bề mặt thì với trường hợp của thép không gỉ là No1 và 2B, ngoài cái này ra thì những bề mặt khác thì có giá thành đều cao hơn.
- Những sản phẩm sau khi mài bóng thì đều dán bằng keo để chống xước, thường hay sử dụng là loại màu sanh hơi nhìn suyên qua. Cái này thì không phải là giấy bóng thông thường mà là nhựa Polyester với tính năng dãn tốt có thể dùng cho các loại gia công ép vặn. với loại keo màu trắng thì nó thuộc nhóm giấy bóng nếu mà so với polyester thì nó có độ bền tốt. nhà máy sản xuất keo này thì có công ty nittodenkou, sumiron thì nổi tiếng. nó mang ký hiệu của nhà sản xuất như sg hay spv.
-việc dán keo nếu mà để lâu thì khi bóc ra sẽ khó hoặc rách gay ra sước, khi sử dụng cũng lên chú ý đến thời hạn sử dụng của keo.
Cùng với việc tạo mỹ quan khi thiết ké thì việc không cần bảo trì nó cũng là tính năng với mục đich rất quan trọng khi mà người ta sử dụng théo không gỉ được đánh bóng.
Việc mà giữ được mỹ quan của sản phẩm bằng sắt thì sẽ không thể thiếu được việc sơn lại hoặc kiểm tra định kỳ. với trường hợp là thép không gỉ thì phí bảo trì chỉ cần ít thôi cũng được. dù là phì dùng ban đầu nó cao nhưng khi tính toán các kinh phí bảo trì thì việc sử dụng sản phẩm thép không gỉ nó sẽ có giá thành giảm đi thì có nhiều trường hợp như vậy.
3: sử lý bề mặt
Trong ngành thép không gỉ thì cách gọi sử lý bề mặt nó sẽ phổ thông hơn là gọi bề mặt hoàn thành. Gia công ép chấn, gọt hàn chẳng hạn thì những sản phẩm hoặc bộ phận phức tạp được chế tạo, thì mài bằng đá nỉ là không thể. Nhưng với rất là nhiều phương pháp sử lý bề mặt được tiến hành. Sử lý bề mặt thì không chỉ là bề ngoài mà còn chú trọng đến cả tính năng.
3.1 Điện giải đánh bóng
Ở trong thuốc dùng để đánh bóng do nó cho dòng điện đi qua nên nó sẽ hòa tan phần bề mặt kim loại mà lồi lên, làm cho bề mặt bóng mượt chơn chu. Với nguyên lý nó ngược lại với mạ điện. nó sẽ loại bỏ phần không cần thiết phần dơ bẩn. vì nó làm tốt lên bề mặt nên nó nâng cao khả năng chống ăn mòn. Vì khi điện giải thì thành phần của sắt nó sẽ bị hòa tan ra trước lên còn lại Cr nhiều do đó mà lớp vỏ bất động bên ngoài nó sẽ chở lên cứng chắc hơn. Để mà sử dụng thuốc thì thiết bị khử nước thì cần thiết. tiếng anh thì kí hiệu là EP (Electro-Polishing)
3.2 Sansen- sanarai :rửa axit
Ngâm vào trong dung dịch thuốc với tính axit cao, khi mà bôi chất tẩy rửa lên thì bề mặt nó sẽ bị hòa tan ra rồi rửa. vì nó không có sáng nhưng giá thành lại rẻ lên có thể đáp ứng được những sản phẩm có kích thước lớn. chẳng hạn như loại bỏ vết đen do hàn hay là không chú trọng đến vấn đề bề ngoài thì có thể dùng hóa chất. tuy nhiên những chỗ mà bóng sáng thì có thể bị mờ đi.
Với giá thành thấp nhưng để mà sử dụng thuốc thì ngoài những công ty chuyên nghiệp ra thì không thể làm.
3.3 バレル研磨:Đánh bóng quay vật liệu trong lồng sắt
Những đồ vật nhỏ với số lượng rất nhiều chộn lẫn chất mài bóng cùng với đá chuyên dụng chứa ở trong cái thùng rồi quay, dựa vào sự quay và ma sát để mài cho bóng. バレル: tiếng việt là cái thùng.
3.4 ショットブラスト:phun bắn:
Đây là một phương pháp dựa vào sự bắn rất mạnh đá hoặc là viên bi nhỏ vào sản phẩm để lấy ba vớ hoạc là mài. Khi mà sử dụng thứ giống như cát. (thiếu trang 7)
Về cơ bản thì nó sẽ ở trạng thái mờ, việc loại bỏ han gỉ, hoạc là gỡ các vỏ đen, vết sơn dính dưới đất chẳng hạn. rất hay được sử dụng ngoại trừ ứng dụng liên quan đến thẩm mỹ. áp dụng được việc cứng hóa bề mặt do bị phun bắn nên có trường hợp được sử dụng vào mục đích nâng cao tính chống mài mòn của sản phẩm.
3.5 コーテイング、bọc, sơn, phủ:
việc mà phủ một lớp lên thép không gỉ thì cũng hay được thực hiện như là bọc một lớp nhựa lên.
Mục đích của việc phủ lên thép không gỉ là để phòng xước, hay cách điện đó là tính năng chính, với mục đích về ngoại quan thì cũng có. Việc mạ cho thép không gỉ để chống han gỉ thì cũng có. Các vật liệu mà sử dụng trong xây dựng dùng trang trí đã được sơn để chống gỉ sét thì được sản xuất một cách đồng loạt.
4. Sự ăn mòn và nứt vỡ của thép không gỉ.
Giống như đã nói ở phần tính chất thì thép không gỉ không phải là không gỉ và là rất khó gỉ, nếu mà sử dụng ở nhũng dụng cụ trong gia đình thì hầu như là không có vấn đề gì, nhưng với ảnh hưởng của việc gia công hay môi trường sử dụng. thì có rất nhiều loại ăn mòn sảy ra. Trường hợp sử dụng trong sản xuất, thiết bị trong nhà xưởng, do ăn mòn mà sảy ra các vấn đề gây tổn thất to lớn lên cần cẩn trọng chú ý. Việc lựa chọn loại thép phù hợp là rất quan trọng. dựa trên những điểm lưu ý khi sử dụng những phần ghi phía dưới nếu nắm vững thì rất có ích.
Xung quang nơi mà nóng chảy do hàn tới bộ phận bị ảnh hưởng bởi nhiệt sự ăn mòn do sư biến đổi chất của tổ chức kim loại khi bị tác động nhiệt. trường hợp là thép không gỉ, nếu mà nói (vỡ số 2) thì tại nơi bị ảnh hưởng của nhiệt thì có việc bị võ.
Một trong những nguyên nhân của ăn mòn vỡ do sự biến đổi chất trên tổ chức kim loại dưới tác động nhiệt đó chính là C. do nhiệt thì cacbon nó cô đọng lại và rơi vào giữa các phân tử kim loại, nó trở thành khởi đầu cho việc ăn mòn hay vỡ. với lý do đó, với sản phẩm mà gia công hàn để mà nâng cao độ bền thì việc sử dụng vật liệu có cacbon thâp là rất nhiều. (kí hiệu vật liệu cacbon thấp thì có L thêm vào sau).
Hơn nữa loại sắt mà thêm Ti hoặc là Nb vào thì nó có tác dụng ngăn chặn không cho cacbon cô đọng lại .
- Nhũng bộ phận mà bị gia công khắc nghiệt như chấn, ép, bóp, thì tại những nơi tổ chức kim loại bị kéo với lực lớn thì nó dễ sảy ra ăn mòn ở ở những bộ phận đó. Đối với những nơi kim loại bị kéo dãn thì nó hình thành những vết nứt mà mắt thường không nhìn thấy. ở đó thì có trường hợp trở thành điểm phát xinh ăn mòn hoặc vỡ.
- Những nơi mà bị tác động của ngoại lực lặp đi lặp lại (chấn động) do sự quá sức của kim loại thì ăn mòn hay sự phá vỡ nó dễ sảy ra ở đó. việc bị tác động nóng lạnh lặp đi lặp lại thì do có sự dãn nở nhiệt lên cong dãn nó sảy ra.
- ở những nơi có độ ẩm hay những nơi dễ dính bửn thì cũng là nguyên nhân của ăn mòn lỗ hay là gỉ sét. Không phải là bửn nhưng cái nơi mà tiếp nhận gió biển thì nó có thành phần của muối dính vào thì nó cũng bị phát sinh gỉ sét. Những nơi gần biển hay tấm chắn thuyền bè chẳng hạn thì thép không gỉ nó bị chuyển thành màu trà nguyên nhân là thành phần của muối. với tấm chắn thì hay sửa dụng loại thép tốt 316 với tính chống ăn mòn cao. Với ống khói hay bộ phận thải khí ga môi trường ở những nơi bị ô nhiễm nặng thì ăn mòn dễ sảy ra. Với khí chứa lưu huỳnh vết bânr dính vào – mưa axit – dẫn đến ăn mòn kim loại.
- chất tẩy rửa
với những loại thuốc tẩy rửa do bị dò dỉ thường suyên, tại những nơi nó tiếp xúc với không khí thì ăn mòn dễ sảy ra ở bộ phận đó. bị dò dỉ rồi lại khô nó lặp đi lặp lại thì đó cũng là nguyên nhân gây lên ăn mòn.
- Khi tiếp súc với những loại kim loại khác
Ví dụ như: kim loại mà tính chất khác nhau như sắt với thép không gỉ hay thép không gỉ với nhôm, tại nơi chúng tiếp xúc do có sự chênh lệch về điện tích lên ăn mòn dễ sảy ra. Đối với môi trường có độ ẩm đặc biệt, dưới tác dụng của điện tích thì rất dễ sảy ra ăn mòn. (kim loại thường thì dễ sảy ra hơn)
Dù là thép không gỉ nhưng chủng loại khác nhau thì cũng có thể sảy ra.Dựa vào việc kim loại thường dễ bị phân giải thì cũng có phương pháp phòng ăn mòn.Việc mạ kẽm với mục đích để phòng chống ăn mòn thì được sử dụng rất nhiều. nhưng kẽm thì nó yếu hơn cả sắt lên cho dù khi bị vết xước vào bong mất phần kẽm thì nó cũng bảo vệ không cho lan rộng phần gỉ sét.
- Trường hợp bị lây gỉ sét
ở trong xưởng chẳng hạn thì những mạt sắt nó dính vào rất nhiều do máy mài, hễ mà đặt ở gần những kim loại khác thì gỉ sét nó sẽ lây sang thép không gỉ. gỉ sét giống nhu vậy thì nó sẽ có mầu gỉ sét của sắt là màu đỏ nâu.
xin hay nhớ thép không gỉ với thành phần chinh là sắt, hẫy vệ sinh nó thường xuyên. ở trong những cái bui mà cắt gọt thép không gỉ thì bao gồm rất nhiều phần sắt, mùn cưa hay bụi nếu mà dính suốt cộng với độ ẩm thích hợp thì đó cũng là một nguyên nhân gây lên gỉ sét.
- Trường hợp cháy đen của thép không gỉ:
Những cái đồ mà trực tiếp tiếp súc với nhiệt độ cao chẳng hạn như lò hay hay bếp nhiệt. thì do nhiệt độ mà nó sẽ cháy đễn đến bề mặt của thép không gỉ nó sẽ trở lên màu đen. Cái phích đun nước bằng thép không gỉ nếu mà sử dụng lâu năm thì mầu cháy nó cũng trở lên đậm. ở những chỗ mà hàn thì cũng do nhiệt độ việc cháy đen thì nó cũng sảy ra. Giống như nói phần trước nguyên lý nó cũng giống vói màu nhiệt độ. Do nhiệt độ mà phần vỏ bị oxi hóa (đen- oxi hóa) nhưng đó những thứ đó không phải là đẹp về vẻ bề ngoài. Ngoài lớp vỏ thì những vết bẩn nó dính vào do nhiệt độ thì nó cũng dính vào. Lớp vỏ của nó thì không giống với ăn mòn. Nhưng nó sẽ là nơi mà dễ phát sinh ra gỉ sét.
Khi bị chịu nhiệt giống như vậy thì nó sẽ trở lên khá cứng lên khi dùng bàn trà hay chất tẩy rửa chà cọ đi nữa thì rất khó sạch được.
ở hộ gia đình thứ mà mua được như là kem đánh bóng tại các trung tâm mua sắmhãy thử chà hết sức xem sao. Tuy nhiên hãy chú ý những hạt có trong chất tẩy rửa nó không mịn thì nó sẽ để lại vết xước.
- như vậy không chỉ là thép không gỉ mà tất cả các kim loại cũng nói qua. Người nào mà muốn biết rõ hơn về nguyên nhân gay ra gỉ sét thì có thể tìm hiểu thêm sách chẳng hạn.
tính đặc trưng của ăn mòn thép không gỉ thì nó cũng phát sinh như vỡ ở trong tổ chức kim loại đến khi mà có thể thấy bằng mắt thường giống như gỉ sét ở sắt. có rất nhiều kiểu ăn mòn nhưăn mòn hạt, ăn mòn ứng lực…nhưng ăn mòn nó từ từ lan rộng ra ở những chỗ mà mắt không nhìn thấy , vào một lúc nào đó thì đột nhiên tấm thép hay cây thép no sẽ nứt vỡ gãy ra.
- Để mà phát hiện ra những vết xước hay ăn mòn giống như vậy thì có việc kiểm tra việc có hư hại hay không. Phương pháp kiểm tra chính thì có hai loại đó là kiểm tra dùng tia bức xạ xuyên qua và kiểm tra dùng thẩm thấu tìm vết xước.
Vì có giải thích dễ hiểu của hiệp hội đường ống nước nhật bản nên xin được đưa vào.
- Nói về phương pháp kiểm tra hư hại của đường ống thép không gỉ.
Việc kiểm tra được tiến hành sau khi hàn song ống thép không gỉ, đối với việc kiểm tra thì dựa vào mắt thì là kiểm tra ngoại quan. Việc kiểm tra hư hại là kiểm tra những khiếm khuyết ở bên trong và khiếm khuyết ở bề mặt mà mắt thường không nhìn thấy được. và có những loại kiểm tra như kiểm tra hình dạng, chịu áp lực, kín hơi thì được tiến hành đối với kiểm tra hoàn thiện cấu tạo của vật.
Phương pháp kiểm tra hư hại thì được phân loại như phần tiếp theo, chủ yếu là tiến hành kiếm tra phóng xạ xuyên qua, còn đối với những phần mà không thể sử dụng được phóng xạ xuyên qua hoặc là trường hợp đặc biệt thì sử dụng kiểm tra thẩm thấu tìm vết xước. thông thường với những loại thép cacbon thì kiểm tra bằng song siêu âm tìm vết xước, (UT:untrasonic testing), với thép không gỉ thì không sử dụng được. vì cái này là do sóng siêu âm sẽ bị suy giảm bên trong thép không gỉ.
- Kiểm tra phóng xạ xuyên qua (RT: radiographic testing)
Là loại kiểm tra tìm khiếm khuyết ở bên trong phần kim loại được hàn. Nguyên lý thì cũng giống với chúng ta chụp Xquang để kiểm tra sức khỏe. ở phần đối tượng kiểm tra thì cho phóng xạ đi xuyên qua sau đó cho chụp lại cái bóng lên phim ở phía đối diện.
Hễ mà tồn tại những vết nứt hay bọt khí ở trong kim loại thì lượng sóng xuyên qua sẽ trở lên lớn. vì vậy sau khi phơi sáng phim sẽ chụp được cái bóng đen đối với phần tốt. Phương pháp kiểm tra thì được quy định ở tiêu chuẩn của nhật bản.
Với JIS Z 3104 thì là phương pháp kiểm tra phóng xạ xuyên qua của mối hàn thép sử dụng hàn bộ phận trong nhà xưởng.
Với JIS Z 3106 thì là phương pháp kiểm tra phóng xạ xuyên qua của mối hàn thép không gỉ, được sử dụng ở những bộ phận hàn ở hiện trường.
- Kiểm tra thẩm thấu tìm xước (PT: penetrant Testing)
Là kiểm tra tìm những khiếm khuyết nó hiện ra bề ngoài của chỗ hàn. Là phương pháp Thổi chất thẩm thấu có mầu đỏ hoặc huỳnh quang vào bề mặt của thép không gỉ. nó sẽ thẩm thấu vào bên trong chỗ khiếm khuyết bề mặt, sẽ phân biệt được bằng mắt dựa trên những hoa văn chỉ ra những khiếm khuyết sau khi lợi dụng được hiện tượng mao dẫn. phương pháp kiểm tra thì tiêu chuẩn JIS Z 2343 đã quy định.
Kiểm tra hư hại thì rất có ích đối với việc phát hiện những khiếm khuyết mà mắt thường không thể kiểm tra như nứt đường hàn, độ nóng chảy còn thiếu, vết hàn thừa, sự kết hợp không tốt.
- Trong những dược phẩm mà đại diện cho sự nâng cao tỷ lệ ăn mòn của thép không gỉ là môi trường ion các loại muối, axit, nước biển. dù là nói tỷ lệ ăn mòn cao nhưng không hẳn là có thể ngay tức khắc tan ra và sơ xác. Do vậy việc lụa chọn loại sắt đặc biệt giá thành cao hay là ngắn hạn sau đó chuyển sang bảo trì, hay như là cùng một loại nhưng độ dày hay to mà thay đổi thì nó sẽ quyết định đến giá thành cao của phí sử dụng.
ở trong bếp thì súp miso hay nước tương nó là nguyên nhân lớn làm cho ăn mòn sảy ra ở thép không gỉ. Nước tương mà bị tràn cố gắng siêng năng lau chùi cho sạch.
ở nhà tôi thì cũng sảy ra rồi nhưng có cái kệ để ô dù bằng thép 304 do chính công ty làm, thỉnh thoảng có con chó nó hay đái vào, vì là cũng không sạch lên đặt ở đó mà không có rửa, đã rất là sốc khi khi cái kệ nó dần dần chuyển sang màu gỉ sét. Qua lần đó thì đã nhận ra nước tiểu cũng là một chất mà rất rất kỵ với thép không gỉ.
Việc chống ăn mòn của thép không gỉ với các dược phẩm ( các chất hóa học) những loại dược phẩm sử dụng là đương nhiên hơn nữa thì tùy vào nhiệt độ và nồng độ mà mà có sự thay đổi lớn. do vậy nếu muốn biết tường tận thì có thể hỏi các chuyên gia hoặc là các nhà sản xuất vật liệu.
Đã nói vui một chút, nhưng làm giảm thành phần đắt tiền Ni ở trong thép không gỉ nhóm オーステナイト và thay vào đó có một loại thép 201 mà được bỏ Mn vào. Đó là một loại thép được ứng dụng cho các bộ phận chịu sức căng lớn. giá thành giả do có ít Ni lên sảy ra một chút khó khăn với việc chống ăn mòn, tuy nhiên đã có trường hợp sử dụng nó thay thế cho thép 304. vì có sản phẩm bị ăn mòn nhanh hơn mọi khi lên đã thử tìm hiểu thì được nói là đó không phải là thép 304 mà là một loại thép được thêm Mn vào.
- Người sử dụng thì có thể lấy được giấy chứng nhận kiểm tra vật liệu theo quy chẩn JIS (bảng phân tích thành phần) những vật liệu mà không rõ mã số chế tạo, nhà sản xuất như vật liệu bán chui chẳng hạn thì vật liệu đó không truy được xuất xứ. để mà thẩm định lại loại thép mà không rõ xuất xứ nguồn gốc thì phải mang đến các doanh nghiệp tư nhân để họ phân tích thành phần loại cũng như kiểm tra tổng hợp, sẽ mất phí. Hơn nữa nếu là sản phẩm gia công thì những người làm không thể nhìn mà phân biệt được loại thép, lên việc xác nhận các loại thép một cách rõ ràng là rất quan trọng.vì không chỉ có sản phẩm thép không gỉ.
5 Nhà sản xuất - đại lý - của hàng
Thép không gỉ như đã giải thích thì nó là hợp kim với thành phần chủ yếu là sắt.
Vậy thì có nhà sản xuất nào cũng như chế tạo như thế nào?
Trước tiên xin trích dẫn tài liệu để giải thích nhà sản xuất chế tạo sắt. thì tùy thuộc vào cái lò sử dụng thì nó được phân ra nhà sản xuất bằng lò điện và nhà sản xuất bằng lò cao áp.
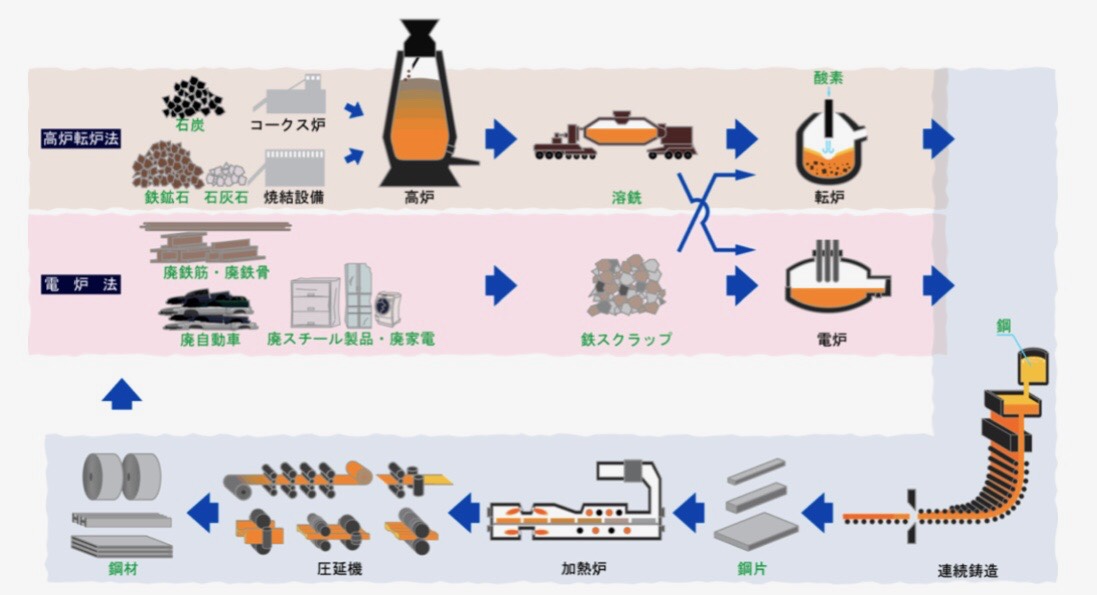
Những đặc trưng với phương pháp chế tạo sắt thép bằng lò cao áp.
- Công đoạn mà chế tạo sắt thép với lò cao áp thì rất lớn theo như ghi bên dưới.
- ở lò cao áp thì tách lấy gang ra từ quặng sắt và than đá. Gang thì ngoài cacbon thì còn có lưu huỳnh, photpho, silic, chẳng hạn.
- vì gang thì nó bao gồm rất nhiều thành phần tạp chất, thì sẽ lấy nó ra ở tại lò chuyển hóa. Công đoạn này thì tối quan trọng dựa trên nó sẽ quyết định đến chất lượng của sản phẩm. những nhà sản xuất bằng lò cao áp của nhật thì thì có những kĩ thuật mà sản xuất ra những loại thép mang những cấu tạo kết tinh rất đặc biệt, những loại thép có cực kỳ ít những thành phần tạp chất. sắt mà lấy hết những thành phần tạp chất ra ở công đoạn này thì được gọi là thép.
- Dựa vào việc tác động áp lực hay nhiệt vào thép thì điều hình hình dạng và sản xuất ra các sản phẩm sắt thép.
- Việc chế tạo sắt thép với lò cao áp thì có những đặc trưng ghi như bên dưới đây.
Lợi điểm:
- Có khả năng sản xuất số lượng lớn
- Là việc giá thành sản xuất rẻ.
- Vì có khả năng điều chỉnh thành phần, cấu tạo kết tinh chính xác. Lên có khả năng sản xuất những loại thép có chất lượng cao.
Bất lợi điểm
- Việc điều chỉnh theo nhu cầu là rất khó, việc sản xuất thép với khối lượng lớn là tất yếu.
- Đáp ứng việc sản xuất tại nước ngoài của khách hang là khó khăn.
- Giá trích xuất từ số tiền đầu tư lớn là cần thiết. (để xây dựng một nhà máy sản xuất thép với lò cao áp thì mất khoảng 5 tỷ usd ~10 tỷ usd)
Đối với việc chế tạo bằng lò cao áp thì có khả năng chế tạo sản phẩm sắt thép với chất lượng cao. Nhà sản xuất bằng lò cao áp của Nhật thì rất chú tâm đến việc chế tạo sắt thép chất lượng cao.
Vì vậy những sản phẩm mà yêu cầu chất lượng cao thì chủ yếu là khách hàng thuộc giới doanh nghiệp ô tô.
Những đặc trưng với phương pháp chế tạo bằng lò điện
ở cái lò được gọi là lò điện thì người ta sẽ gia nhiệt với nhiệt độ cao làm nóng chảy sắt vụn mà phát sinh ở khắp nơi để chế tạo thép. Việc có thế chế tạo những sản phẩm sắt thép thì trải qua những công đoạn như là đúc hay cán, thì về cơ bản nó giống với
phưng pháp của lò cao áp.
Để sản xuất ra sắt thép bằng lò cao áp thì có những điểm đặc trưng như ghi bên dưới.
Điểm lợi:
- Với tính tự do trong hoạt động sản xuất việc có thể dùng lò lại để điều chỉnh nhu cầu là có thể.
- Giá thành mà chế tạo nhà xưởng thì nó tầm 300 triệu usd ~ 1 tỷ usd, so sánh thì thấy nó rẻ hơn lò cao áp.
Đểm bất lợi.
- Ở những sắt vụn làm nguyên liệu thì có rất nhiều tạp chất, sản phẩm nó sẽ có chất lượng kém nó sẽ hạn chế trong trong các ứng dụng như théo kết cấu, thép ứng dụng trong xây dựng.
- Khả năng mua được sắt vụn dễ dàng thì không có.
Vì với việc chế tạo bằng lò điện khi mà so sánh với lò cao áp thì sẽ có chất lượng kém hơn. Khách hàng chủ yếu là ngành xây dựng vì đáp ứng được yêu cầu về độ bền sức bền vật liệu. ngược lại với đó thì tồn tại các nhà sản xuất thép đặc biệt bằng lò điện khi thêm hợp kim sắt vào với thép. (độ dẻo, chống gỉ sét, chịu nhiệt thì rất tốt)
Khách hàng chủ yếu của nhà sản xuất thép đặc biệt bằng lò điện thì sẽ khác với lò điện sản xuất thép bình thường như đã nói ở trên. Khách hàng chủ yếu sẽ là ngành ô tô, chế tạo thuyền, hàng không.
như vậy ta đã có thể phân biệt được rõ ràng giữa các công ty sản suất vật liệu thép không gỉ.
5-1. Công ty mà sản xuất thép nguyên chất từ quặng sắt. (lò cao áp)
Ở hiện tại 2019 tháng 2 thì nhà sản xuất bằng lò cao áp của Nhật thì có bốn công ty : shinnitetusumikin, JFE sutiiru, nisshinseikou, koubeseikou. Các nhà sản xuất bằng lò cao áp thì không chỉ sản xuất sắt mà chế tạo cả thép không gỉ.
5-2. Công ty chế tạo các loại thép đặc biệt chuyên dụng.
日本冶金工業、大同特殊鋼、愛知製鋼、山陽特殊鋼… là những nhà sản xuất xuất chuyên nghiệp. thép tấm chuyên dụng chẳng hạn, cũng như thanh tròn, thanh v thì tùy vào nhà sản xuất mà có các sản phẩm đặc trưng riêng lấy làm chủ đạo.
5-3. thép không gỉ với nhà sản xuất thứ 2 gia công lại.
Là các công ty đang chế tạo các loại thép tấm có kiểu như lá thép, thép lá dẻo, thép hình, thép cuộn, thép thanh, thép ống. ở cấc công ty アラヤ特殊鋼、モリ工業、ナストーア、日本精線、日本金属、高砂鐵工… thì sản phẩm sản xuất có tính chuyên môn hóa cao.
Các nhà sản xuất như trên thì không có bán theo cách nhỏ lẻ, mà nó được bán trên thị trường thông qua các nhà bán lẻ hoặc các đại lý. Các địa lý, nhà phân phối thì phụ trách nhiệm vụ phân phối bán hàng, quản lý kho, đặt hàng cho các nhà sản xuất. các công ty gia công chế tạo thì lấy hàng từ các nhà phân phối như các của hàng, công ty chuyên thép không gỉ. các nhà phân phối thì không hẳn để nguyên vật liệu nhập vào bán, mà còn có các thết bị gia công cắt ( như chặt, cắt chia nhỏ, cắt bằng laser, plasma, cắt bằng nước… hay là bằng lưỡi cưa) gia công chấn, hay là cán thêm, để đáp ứng đơn đặt hàng từ người sử dụng.
Các trung tâm kinh doanh thép quận thf cũng có, nhập các quận thép lớn từ nhà sản xuất, rồi cắt chế ra các quận thép có bề ngang nhỏ, hoặc kéo thẳng ra rồi cắt theo kích thước. hiện tại thì loại hình kinh doanh thép cuộn có một vai trò lớn là các nhà phân phối.
Với thép tấm không gỉ thì các hãng sản xuất họ cũng tự làm thẳng và cắt từ thép cuộn ra, cùng với kinh doanh thép cuộn của các nhà phân phối. kích thước chuẩn của các hang sản xuất thì với mối tấm thép thì đều có mác nhãn in trên đó (tên nhà sản xuất, chất, kích thước, số hiệu chế tạo..). kích thước chuẩn cắt từ cuộn ra thì không có nhãn mác, vớ hai loại này có thể nhìn phân biệt được bằng cách có hay không có nhãn.
Phần này bổ sung thêm: vấn đề gốc của giá thép không gỉ thì nó là giá của nguyên liệu như, Ni, Cr, Fe, để trở thành nguyên liệu của hợp kim. Giá chung của nguyên liệu kim loại thì nó luôn biến động dựa trên sự đầu tư, nguồn cung cũng như nhu cầu của thế giới. giá thành mà chế tạo nguyên liệu nếu mà coi như không đổi thì nguyên nhân biến động lớn về giá thép không gỉ chính là sự biến đổi giá chung trên thị trường kim loại. Đặc biệt là cùng với xu hướng nhu cầu của kim loại quý hiếm như Ni cũng như tiếp nhận sự ảnh hưởng của xu hướng đầu tư. Với thị trường kim loại như Ni thì có những nơi giao dịch mua bán như là London LME. Ở đó thì giá nguyên liệu của thế giới được quyết đinh. Xu hướng của LME thì có thể tìm hiểu bằng internet. Nguyên nhân mà biến đổi thì có rất là nhiều như đình công tại quặng mỏ lấy nguyên liệu, việc vẩn chuyển gặp khó khăn như thời tiết hay khủng bố thì đều có. Sự biến động về giá thành của thép không gỉ hễ mà suy nghĩ đó là việc tiếp nhận ảnh hướng và tình thế của thế giới thì quan điểm thì về thời sự chắc chắn nó cũng sẽ thay đổi.
6. Kích thước quy cách và hình dạng của thép không gỉ.
6-1. thép tấm ( đơn vị kích thước là mm).
Về độ dày của thép:
Độ dày của thép không gỉ: với vật liệu 2B ( thép cán nguội) thì từ 0.3~6.0 mm, vật liệu Hot (No1 thép cán nguội) thì từ 3.0 trở lên, phổ biến trên thị trường thì khoảng tầm 150mm được lưu thông.
Do đó độ dày từ 3.0~6.0 cán nguội 2B và cán nóng No1 đều có vì vậy tùy vào ứng dụng việc lựa chọn sử dụng loại nào là rất cần thiết.
Về độ dày của tâm thép thì dung sai được xác đinh bởi Jis (tiêu chuẩn nhật). nhưng độ dày thực tế thì dung sai sản phẩm bình thường luôn là âm. Vì càng dày thì dung sai nó càng lớn lên giá trị thực tấm thép 6mm chỉ 5.8~5.9mm.
Còn nữa đối với nguyên lý cán thì để kéo dài tấm thép thì dùng thanh trục chấn và ép, phần nằm giũa thanh cán nó sẽ hơi dầy. dù thế nào đi nữa thì phần giữa trung tâm cũng trở lên dày và phần rìa cạnh sẽ mỏng hơn. Để mà làm mất sự phồng ở giữa thì người ta dùng các thanh cán cũng phồng ở giũa cán đi cán lại nhiều lần.
Thêm nữa phần đầu tiên và phần cuối của théo cuộn mà cán thì chất lượng hoàn thiện của độ dày và bề mặt thì không ổn định. Vẫn sử dụng và lưu thông hai loại đó. nếu không có vấn đề gì về chất liệu thì có những úng dụng mà không cần hỏi về độ dày sai lệch cũng như bề mặt. nếu mà phân biệt ra 2 loại với 2 kích thước để sử dụng thì không có.
Việc phải chú ý đến độ dày của tấm thép là nó khác với sắt ( vật liệu ss). Độ dày của sắt tấm thường sử dụng 1.6, 2.3, 3.2 mm nhưng với thép không gỉ thì không lưu thông . tiếp theo kích thước (chiều rộng và chiều dài) quy cách của sắt tấm đơn vị là inch. Nhưng đơn vị của tấm thép không gỉ sẽ là mm. ví dụ quá khứ từng sảy ra, khách hàng là người thường xuyên sử dụng sắt, có điện thoại đến Yoshu hỏi có sắt 1.6x3x6 không? 3 =3fit, 6=6fit (914.4mmx1828.8mm). khi mà giải thích Kích thước chuẩn thép không gỉ 1000x2000 thì độ dày thấp nhất là 1.5~2mm thì khách hàng đã nói là phức tạp, hơi khó hiểu. để mà những cuộc điện thoại như vậy không còn là việc sử dụng thép không gỉ một cách phổ thông. Việc nhớ sẵn kích thước chuẩn vào trong đầu là rất cần thiết.
Chú ý: 1fit = 304.8mm, 1 inch = 1/12 fit, 1shaku = 303mm
Độ dày của thép thì hầu như người ta hay lược bỏ mm đi và viết là số cộng với (t). ví dụ: tấm 2mm = 2t , t = thickess = độ dày.
Ngoài ra thì với thép tấm có cách gọi đặc biệt trong ngành. Ví dụ: trường hợp dưới 1 mm như 0.5mm (konmago=こんまご) hoặc là (reigo=れいご)。0.8mm thì (konmahati=こんまはち、hoạc là れいはち). Thông thường thì cũng hay lược bỏ mm đi như 2.5 ( nitengo), (1.5 = tengo), không đọc 1 cũng được.
Độ dày của thép chưa tới 0.3mm thì vì là ko còn độ cứng khung ở giữa (dễ cong) lên không lưu hành loại tấm, và có sự khác biệt lớn. lên có thép cuộn được bọc bằng giấy giống như những lá nhôm dùng trong nhà bếp.
7. Về kích thước chuẩn ( sản xuất hàng loạt)
Nó được gọi là kích thước chuẩn theo quy cách định sãn.
kích thước và cách gọi thì được ghi theo như bên dưới.
|
Kích thước (đơn vị mm) |
Kí hiệu và cách ghi |
Cách gọi |
|
1000x2000 |
1x2 1000x2000 |
Me-taban, itime-ta, nime-ta, sennisen |
|
1219x2438 |
4`x8` 1219x2438 |
Sihati |
|
1524x2438 |
5`x10’ 1524x3048 |
Gotou, gotto |
|
1524x4000 |
5’x4 1524x4000 |
Gouyon
|
|
1524x6096 |
5’x20’ 1524x6096 |
Gonijuu
|
|
2000x4000 |
2x4 2000x4000 |
niyon |
Vật liêuスケッチ= vật liệu đã cắt
Đối lập với kích thước chuẩn thì thép tấm mà được cắt khác với kích thước chuẩn thì đó là スケット.
8. Về thép cuộn:
Là cuộn thép mà để gia công cắt nhỏ rồi quấn lại theo chiều dài và kích thước bề rộng định sẵn.
Những ứng dụng thì ghi theo bên dưới:
- ở những máy ép gia công sản lượng có tính chất liên tục thì nó được lấy để làm nguyên liệu, có thể gửi liên tục.
- sản phẩn mà có kích thước dài như: thép ống, ống lẹp, mà gia công tạo hình sử dụng.
9. shimaiita (thép chống trượt)
Là một loại thép tấm mà nó có thêm phần lồi lõm các sọc ngang dọc để trống trượt. Được sử dụng ở sàn nhà hoặc là bậc cầu thang. Vật liệu trong xây dựng thì chủ yếu sử dụng sắt nhưng việc ăn mòn và trang trí thi công ngoài trời cũng như xưởng thực phẩm thì trường hợp mà sử dụng thép không gỉ đang tăng lên. (số năm sử dụng cũng như số năm chịu đựng được, phí sử dụng ban đầu thì tất cả đều phải cân nhắc kĩ so sánh giá thành khi sử dụng).
Đối với hoa văn trên thép trống trượt thì mỗi nhà sản xuất sẽ có loại riêng. Cùng với sự khác nhau về hoa văn lên trọng lượng nó cũng có sự thay đổi. thép không gỉ mà được sử dụng dưới sàn nó gần giống với thép trống trượt thì đo là ( ポルカプレート) thép trống trượt có hoa văn chấm bi.
Đối với việc trang trí thì tùy vào gia công thì những tấm thép có gắn hoa văn cũng được sử dụng. nhà sản xuất lớn là công ty髙砂鉄工.
Với bảng hệ thống giá kích thước chuẩn của thép tấm không gỉ
giá cơ bản: sus304 2B 2t~6t lấy làm cơ sở để tính đơn giá theo khối lượng.
+ Tăng giá theo độ dày mỏng: trường hợp mà ngoài độ dày cơ bản thì đều tăng giá.
+ Tăng giá theo chủng loại thép: ứng với mỗi loại thép thì sẽ tăng giá theo.
+ Tăng giá theo bề mặt hoàn thiện: như mài bóng chẳng hạn thì cũng tăng giá.
+ Đóng gói và vận chuyển thì tùy vào khối lượng đặt hàng.
Với những lý như vậy giá nguyên liệu ứng với 1kg thì bao nhiêu tiền đã được tính toán sẵn. đương nhiên là ứng với giá cả thị trường và nhu cầu thì giá cả có sự biến đổi. lên cùng là vật liệu cùng kích thước khối lượng thì cũng sẽ có giá cả khác nhau. Không hẳn là chỉ dựa vào chất liệu mà định giá cả.
Ngoài ra cách định giá (hệ thống giá) được cải tiến và phù hợp với thông tin của giá thành sản xuất. và đối với giá cơ bản thì cách tính phụ phí theo sự biến đổi vận động giá quốc tế của Ni và Cr nó cũng được đưa vào.
6-2. Thanh la và thép đặc vuông.
Thanh la là một thanh dài thẳng bẹt, tiếng anh là plate bar, tiếng nhật 平鋼。Nhưng chủ yếu kí hiệu là FB, theo mặt cắt là thép tấm có hình dạng dài bề ngang nhỏ . về độ dày thì từ trên 2mm, chiều dài kích thước chuẩn thì hầu như là 4m.
Thanh vuông là thanh dài vuông tiếng nhật là 角棒、tiếng anh là Square bar thường kí hiệu là SB. Thông thường thì kích thước từ 10 mm trở lên chiều dài cơ bản hầu như là 4m .
Giống như thép tấm thì nó cũng có vật liệu HOT và COLD và mài bóng. Nó cũng mang tính chất giốn như thép tấm. Vật liệu HOT ( FBH-SBH) thì mềm và thô bề mặt về co bản giống với sansen (vật liệu cán nóng rồi rửa bẳng axit).
Vật liệu lạnh (SBC-FBC) thì nó cứng hơn và bóng hơn bề mặt thì nó giống như sáng bóng HL . Có giá thành đắt hơn vật liệu HOT.
ở phía sau khi hiệu HB- FB thì luon có C-H tức là phân biệt HOT và COLD khi mà bản đặt hàng của khách mà không có chỉ định loại nào thì phải xác nhận lại. Giá của FB nếu mà so với thép tấm thì đương nhiên là đắt hơn. Hễ mà nhỏ mỏng thì giá thành lúc nào cũng tăng tuy nhiên nếu mà thanh la cho dù là giá thành cao thì hễ chặt thép tấm thành những thanh la như vậy thì vật liệu nó sẽ bị cong, và có các ba-zớ, mặt cắt thì bị tổn hại, do vậy trường hợp không sử dụng được là rất nhiều. tóm lại thanh la mà cán ra thì không thể thiếu được. ngoài thanh vuông thanh dẹt thì còn có thanh lục giác. Thanh lục giác thì chủ yếu được sử dụng làm ốc vít, tay nối, van, các khí cụ tinh sảo. Có các dạng như Hot, COLD, Skin pass (gia công kéo gọt). kích thước thì tính hai mặt đối diện.
6.3. Thanh tròn ( マルボウ、Round bar, RB). thanh tròn nhỏngắn.
Hình dạng mặt cắt thì là thanh trò dài, tiếng anh Round bar, ở bản vẽ nếu ghi là Rb10mm tức là thanh tròn đường kính 10mm, nhưng thực tế thì rất ít khi ghi Rb mà đa phần dùng ký hiệu là φđọc là fi.
Ví dụ: φ10x1000, 10φx1000 chẳng hạn.
Tuy nhiên φđược dùng ở trường hợp khác thì cũng có, 3tX150φ thì có thể là độ dày 3mm và đường kính ngoài là 150mm nó biểu hiện cho vật liệu nào đó được gia công theo hình tròn, như móc lỗ hay hàn thành ống.
kích thước của thanh tròn thì biểu hiện qua đường kính và chiều dài, từ nhỏ như cây kim đến to như cây cột điện thì mọi kích thước đầu có. Sansen, peeling, hikinuki, migaki. (sansen= vật liệu cán xong rửa bằng axit, peeling = gọt lớp vỏ, hikinuki= kéo truốt vỏ, migaki= mài bóng)
Ở thép tròn ngắn có thêm một loại thanh tròn gọi là Centerless bóng hơn migaki và có dung sai quy định khác.
Thanh tròn Sansen
Là sản phẩm cán nóng Hot, sau khi sử lý nhiệt thì rửa bằng axit lên gọi là sansen (酸=axit, 洗=rửa).
Vật liệu nóng thì nó dẻo lên dễ bẻ cong, kích thước chủ yếu φ 8 ~ 20 giá thành rẻ nhưng mà bề mặt thô sử dụng phổ biến và không thích hợp dùng cho mài bóng.
Peeling
Sau khi cán bằng nhiệt xong thì sẽ hoàn thiện mặt bóng bằng cách gọt vỏ bề mặt. kích thước thì từ φ8 đổ lên, ứng dụng phổ biến dùng cho các bộ phận cần cắt gọt, dung sai thì luôn dương.
Hikiniki (migaki)
Kéo truốt vỏ với nhiệt độ thường tên tiếng anh COLD DRAW, là vật liệu được gia công kéo truốt nguội thông qua khuôn. Lên tạo ra độ bóng đẹp bề mặt độ chuẩn kích thước nó tốt hơn so với sansen và peeling. Vì nó cứng lên được sử dựng làm trục quay chẳng hạn. giá thành sẽ cao hơn peeling và sansen. Kích thước φ5 ~90, dung sai thì luôn âm, dung sai được sử dụng phổ biến theo như cột h9. Hikinuki là gia công nguội lên tương đương với vật liệu COLD.
Nhìn phân biệt với peeling thì cái nào nó cũng bóng sáng lên về bề ngoài rất khó phân biệt.
Sợi ngắn tròn (tyokusen)
Nguyên bản từ đầu là sợi được quấn thành quận sau đó đem làm thẳng bằng máy. Bề mặt thì nhìn giống 2B của thép tấm cán nguội.
Độ cứng thì có nhiều loại xếp theo thứ tự từ mềm~
SW1 <SW2<SW1/2H<SWP
Đường kính thì chủ yếu từ 1~8 về cơ bản thì dung sai là âm.
Sentaresu (senterless)
Là một loại thép tròn do được mài bóng lên dung sai độ mịn và độ tròn rất cao. Dung sai được ghi trong cột h7.
Ngoài những vật liệu kể trên thì có thanh tròn đánh bóng hay HL được sản xuất hàng loạt dùng để trang trí bề ngoài.
Ngoài ra thép tròn mà sử dụng để rèn thì thì không có sử dụng axit để rửa với mục đích để giảm giá thành lên để nguyên mang đi phân phối.
6-4. thép ống.
Thép ống hễ mà phân biệt dựa trên ứng dụng thì
- Thép ống dùng trong cấp thoát
- Dùng trong cấu tạo
- Dùng truyền nhiệt lượng.
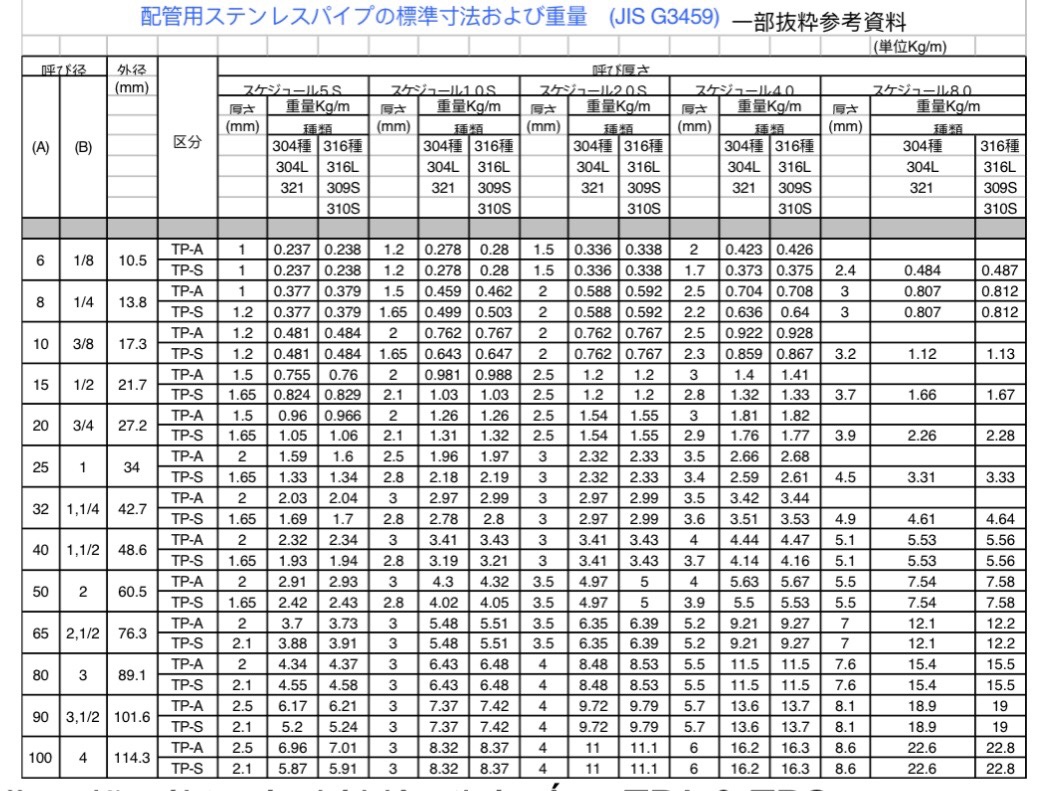
Thép ống dùng trong cung cấp thì có bên trong có thể là nước khí dung dịch, bột, chạy bên trong. Những đồ vật gần bên , như đường ống nước, đường thoát nước thì đều sử dụng. bên trong nếu có áp lực thì đã có việc sảy ra vỡ gây thiệt hại nghiêm trọng. vì vậy tùy vào sự chịu áp và độ to của đường ống thì độ dày của đường ông được quyết định. Kí hiệu đường ống cấp thoát TP (Tube&pipe) ở phía sau thì là các kí hiệu như là phương pháp chế tạo chẳng hạn được thêm vào. Việc thường được nghe phổ biến đó là loại TPA&TPS , ý nghĩa của 2 kí hiệu này thì sẽ nói sau. Bề mặt thì cơ bản là sansen. Kích thước thì được quy định dựa trên quy cách JIS3459. Chiều dài kích thước chuẩn thì thường là 4m nhưng 6 m thì cũng có.
Về kích thước đính kèm theo như bên dưới bảng kích thước để làm tài liệu tham khảo. Nó có 2 cách gọi A và B.
Cách gọi A (biểu hiện đường kính) là cách gọi kết hợp với độ dày để sử dụng. ví dụ 20Ax10s : Đường kính 27.2
Như đã nói trước kí hiệu thép ống TPA & TPS (JIS3459)
TPA = tube pipe arc welding= ống hàn. Từ đầu là thép tấm sau đó uốn quấn lại thành hình tròn sau đó hàn lại. do có tiến bộ về kĩ thuật hàn, phương pháp hàn mà đang tiến hành hiện nay là dùng plasma, laser, tig chẳng hạn vì là sản phẩm chế tạo bằng hàn lên gọi là ống hay ống dùng điện để nối. Thực tế nếu mà nhìn rõ ống TPA thì phía trong vẫn còn đường hàn hoặc là đường mài mà đã làm nhẵn phần nổi lên do hàn.
TPS (Tube&Pipe, seamless) S có nghĩa là không có chỗ nối. không phải là sản phẩm hàn nó là sản phẩm gia công bằng ống đặc, với rất nhiều phương pháp gia công thì nó đã tại ra thép ống. giá của TPS thì nó cao hơn giá của TPA. Có hai loại nữa là cán nóng: TPS-H và TPS-C là cán nguội.
Với ống hàn thì từ dày đến mỏng hế cỡ cũng có thể chế tạo được.
Với ống TPS thì không có đường hàn lên tính chống ăn mòn được tin tưởng cao hơn, hơn thế nữa được sử dụng ở những nơi mà cần đến độ dẻo hoặc là độ bền cao.
Ống TPS nếu mà so sánh với ống hàn thì nó có kích cỡ, cũng như độ dày đa dạng hơn. Do đó không chỉ dùng để cấp thoát, nó còn được sử dụng như là nguyên liệu dùng để cắt gọt. khi mà chế tạo cùng một sản phẩm thì việc chế tạo bằng nguyên liệu thép ống nó sẽ có hiệu xuất cao hơn so với thanh thép đặc. (đang nói đến việc tiện lỗ). nhưng do ống TPS có giá thành cao. Lên việc phải cân nhắc chọn lựa giá thành ống cao nhưng chi phí gia công rẻ và giá mua thanh thép tròn rẻ nhưng phí gia công lại cao, điều này là rất cần thiết.
* Tới chỗ này cũng đã viết về 2 loại của ống cấp thoát (JIS G3459), Nhưng đối với ống cấp thoát thì:
JIS G3468 ống thép không gỉ với ống hàn đường kính lớn, ( viết tắt là YPY, quy cách về ống 350A trở lên.
JIS G3447 ống được vệ sinh sạch sẽ. viết tắt TBS
(dùng trong công nghiệp thực phẩm, chăn nuôi bò sữa,mặt trong thông thường là mài bóng #400). Mặt ngoài nếu không chỉ định thì không mài.
JIS G3448 ống thép không gỉ sử dụng phổ thông vết tắt TPD
(cấp nước, cấp nước nóng, thoát nước, sử dụng cấp nước nóng lạnh.
- Dùng trong kết cấu
JIS G3446 ống thép không gỉ dùng trong kết cấu của máy
viết tắt TKA. Sử dụng trong kết cấu của nhà bếp, xây dựng, các loại xe, và máy bay. Người ta thường hay gọt bớt độ dày của ống, lên nó được sử dụng trong các kết cấu máy là rất nhiều.
- Dùng để chuyền nhiệt…
JIS G3463 Nồi hơi, ống trao đổi nhiệt. ký hiệu TB
Được sử dụng làm bộ bộ phận ống trao đổi nhệt, trong công nghiệp hóa học, trong công nghiệp hóa dầu, ống gia nhiệt nồi hơi.
JIS G3467 Ống sử dụng trong lò gia nhiệt.
Sử dụng trong các lò gia nhiệt hoạc là trong công nghiệp lọc hóa dầu, tinh chế dầu mỏ.
- Việc dùng để trang trí thì ống thép được mài bên trong cũng như bên ngoài, với tính độ #400 hoặc là HL, người ta gọi ống này là ống trang trí. Ngoài ống trang trí tròn ra thì ống vuông hay ống chữ nhật với các hình dạng khác cũng có. Thường được sử dụng làm tay vịn cầu thang, hay ngoại thất.
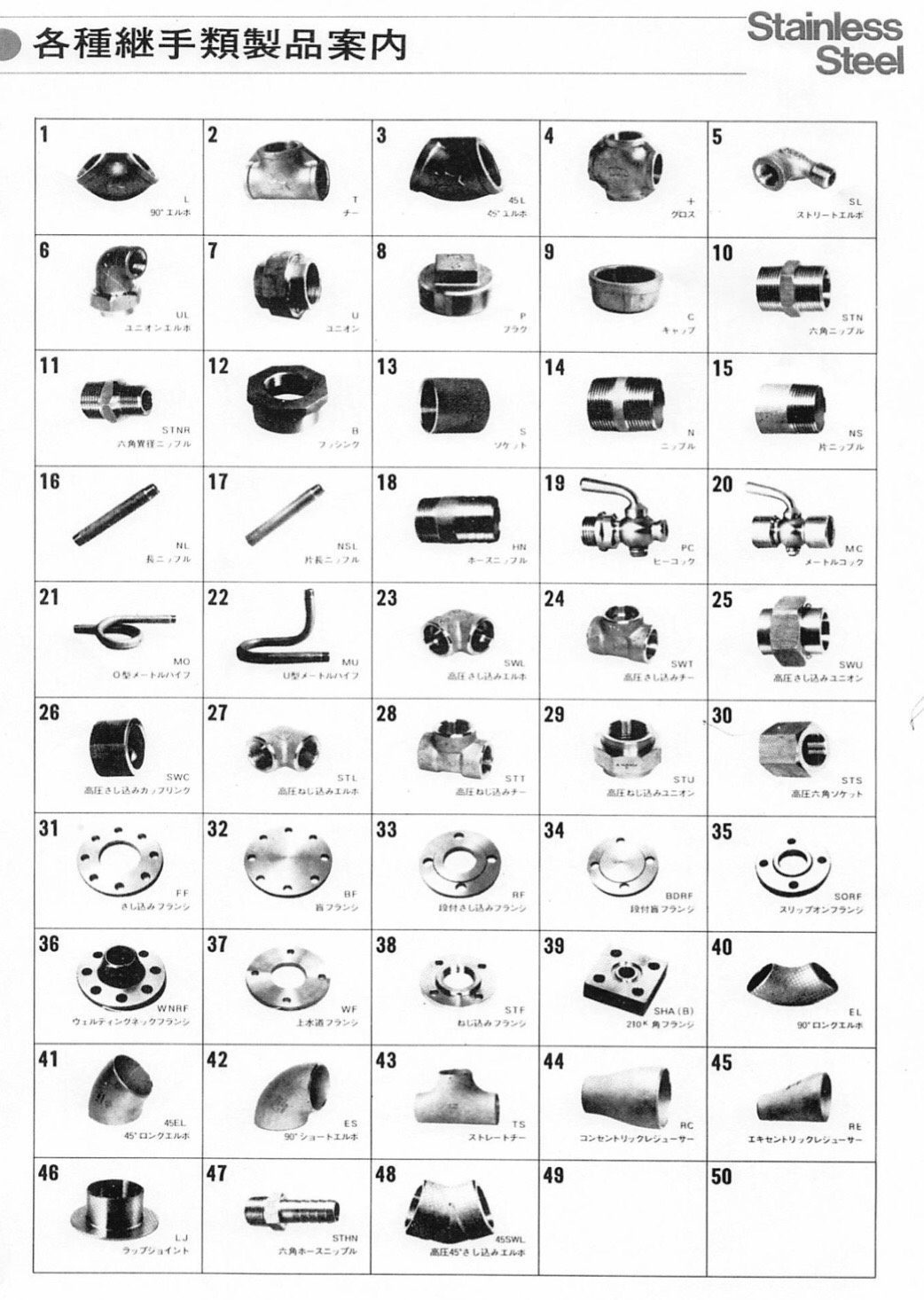
- Việc mà không thể thiếu đối với sản phẩm ống đó là các bộ phận kết nối ống lại. ví dụ. co 90, nối… phương pháp nối thì có 2 loại, hàn và soáy ren. Tùy vào kích cỡ mà có rất nhiều chủng loại, rất tiếc là mãi vẫn chưa tìm thấy tài liệu, lên lấy catalog của công ty vào năm 1980 đưa vào đây. Hơi nhỏ nhưng xem coi như tài liệu tham khảo.
6-5. Thanh V và Thanh U (thép hình)
Thanh V là vật liệu mặt cắt có hình chữ L. cũng có khi được gọi là thép hình núi. (yamakeikou). Tiếng anh là angle.
Thanh U là vật liệu mà mặt cắt nó có hình U. (thép hình rãnh) tiếng anh là: channel.
Sắt và thép không gỉ thì đều gọi chung như vây. So sánh với sắt thì thép không gỉ có nhiều biến thể hơn, thanh U bên cao bên thấp cũng có.
Thông thường, thanh V thì được cán nóng, có bề mặt nhám rửa bằng axit, hay gọi là vật liệu nóng. Nhưng cung có việc tạo hình với thép tấm để làm thanh V (chấn hoặc ép quay)
Ngoàira thì còn có thép hình H, hình chữ I, hình chữ C, chẳng hạn được chế tạo.
Cũng giống với thép tấm, và thanh la, thanh tròn, ống, thép hình chẳng hạn giá cả thì về cơ bản thì cằng trở lên mỏng nhỏ thì giá tương đương với trọng lượng nó sẽ cao. Vật liệu Hot<Cold< Vật liệu mài bóng tinh về giá cả nó sẽ tăng dần như vậy.
Yêu cầu quan hệ giũa bề mặt hoàn thiện với phương pháp chế tạo
- Vật liệu cán nóng, thì về cơ bản có bề mặt Sansen, tuy nhiên cũng có vật liệu mà bề mặt bóng do được mài bóng chẳng hạn.
- Vật liệu cán nguội, về cơ bản là vật liệu có bề mặt bóng, tuy nhiên trường hợp mà bề mặt sansen thì cũng có, nó dùng cho việc gia công lần hai lên vẫn để bề mặt sansen giống như thép ống.
6-6.Thép lưới
Là thép tấm mà được đục rất nhiều lỗ. thông thường thì là lỗ tròn, tuy nhiên lỗ tròn dài hay vuông cạnh cũng có.
Nó có nhều cách gọi: theo tiếng nhật: パンチンメタル、金網、trường hợp đặc biệt mà sử dụng che chắn thì nó có tên gọi là: スクリーン。
Thép lưới hình thoi
Chặt rất nhiều vào tấm thép, sau đó kéo ở hai đầu, thì nó tạo thành sản phẩm mắt lưới hình thoi. Được sử dụng ở những dốc chỗ bãi đỗ xe làm bằng khung sắt.
- Sản phẩm đúc
Dù là Thép không gỉ nhưng cũng có sản phẩm đúc. Cũng giống sản phẩm đúc sắt nhôm, kim loại được gia nhiệt làm nóng chảy, sau đó rót vào trong khuôn cát và làm cứng lại. đồ mà tinh sảo thì có đúc sáp, hay đúc thường, gọi chung là phương pháp đúc.
Tiếng anh là casting.
- Theo trên trang mạng wiki thì đúc chết cũng là một phương pháp đúc khuôn, cũng dựa vào việc đưa kim loại nóng chảy vào một cái khuôn, là phương pháp đúc được sản lượng lớn, và có độ chính xác cao. Không chỉ là là phương pháp mà sản phẩm của nó cũng có. Nắm được công nghệ đúc chết này nó đang có xu hướng là cuộc cách mạng công nghiệp đú.
7. Gia công thép không gỉ.
Dù có nói nguyên liệu là thép không gỉ, thì máy móc gia công chuyên dụng dành cho thép không gỉ thì không hản là có. Nó sẽ gia công ở những máy gia công kim loại phổ thông. Tùy vào chi tiết gia công thì có tên gọi chung như là máy tiện, phay bào, máy rèn, máy chấn… máy để dùng gia công kim loại thì được chế tạo ra về cơ bản là để gia công sắt thép. Dó đó trường hợp mà gia công thép không gỉ, do có sự tỷ mỉ khi gia công hoặc hạn chế về khả năng của máy ở mọi mặt lên có những điểm cần lưu ý chuyên tâm dựa trên sự nắm bắt sự khác biệt với sắt.
- Trường hợp gia công thép không gỉ, vì độ khó nó cao hơn so với sắt, cho dù cùng sử dụng một máy thì người mà chủ yếu gia công sắt với người chủ yếu gia công thép không gỉ thì có sự sử lý khác nhau. Vì vậy ta phải làm cho phù hợp với vật liệu sản xuât chính để làm tối ưu hóa môi trường xưởng cũng như thiết bị máy móc. Cung giống như món đồ chế tạo, sự thích hợp hay không thích hợp của mỗi doanh nghiệp thì nó phản ánh nguyên nhân chính của giá thành.
Sau đây là tên của một số máy và phương pháp chế tạo.
|
Tên gia công |
Máy và phương pháp, dụng cụ
|
|
Cắt |
Cắt bằng dao bằng lưỡi – chỉ cắt đươc đường thẳng. Cắt laser, cắt plasma- cắt hình đục lỗ..
|
|
Bẻ uốn, tạo hình |
Máy chấn, máy uốn , máy ép
|
|
Hàn |
Tig, Mig, laser, plasma, hàn khí..
|
|
Cắt gọt |
Phay, tiện, khoan, máy gia công cnc
|
|
Nối |
ốc vít, ri-vê, keo |
7.1 cắt
* máy chặt:
- là loại máy có dao trên và dao dưới kẹp lại để cắt tấm thép. Vì nguyên lý nó cũng going với cái kéo, dao dưới cố dịnh dao trên hạ xuống nên nó giống với máy cắt giấy trong văn phòng sử dụng. dao cắt phải cứng hơn vật liệu muốn cắt.
Độ dày và lớn của việc cắt thì tùy thuộc vào năng lực của từng máy mà khác nhau. Nếu ở máy ghii là 6X2500 thì nếu vật liệu cắt là sắt thì độ dày lớn nhất có thể cắt là 6mm và bề ngang là 2500 mm, vì độ dẻo của thép nó cao hơn sắt lên giá trị lớn nhất có thể cắt thì thấp hơn sắt một chút. Trường hợp mà tính lực cần thiết để cắt thì sử dụng giá trị gọi là kháng cắt (剪断抵抗). Giá trị kháng cắt là giá trị lực cần thiết để cắt 1mm vuông kim loại ứng với bao nhiêu kgN. Mỗi kim loại thì khác nhau. Ví dụ sắt: giá trị kháng cắt là 35, thép 304 là 53 do đó cùng cắt tấm thép có cùng độ dày thì thép không gỉ nó cần một lực gấp 1.5 lần sắt. thêm nữa, nhôm thì là 20 lần, và đồng thì là 22 lần, chỉ cần một nửa lực khi cắt sắt hay thép không gỉ cũng có thể cắt.
- Laser-plasma
Là máy sử dụng tia laser hay hồ quang plasma để làm nóng chảy kim loại rồi cắt. gọi là cắt nóng chảy. nó có thể đạt độ chính xác các hình như tròn da giác hay đục lỗ, nhờ vào phần mềm điều khiển. (điều khiển giá trị thì dựa vào máy tính). Máy chặt thì về cơ bản là chỉ có thể cất được đường thẳng, nếu mà sử dụng laser hay plasma thì nó có thể sử lý được mà không cần những khuôn chuyên dụng, thích ứng được đa chủng loại và khối lượng.
- Bề mặt hoàn thành cũng như độ tinh khi cắt thì laser nó tốt hơn plasma. Tuy nhiên giá thành cắt của laser cao hơn plasma lên với độ dày tấm thép mà laser không thể cắt hay hay không khắt khe về độ tinh thì thích hợp với plasma.
Không phải kiểu cắt nóng chảy nhưng cũng có phương pháp cắt gọi là cắt nước. là máy nó sẽ bắn nước và cát ra ở áp lực rất cao để cắt. với cắt nước thì vì nó không bị cháy lên không cần lựa chọn đối tượng cắt, ngoài kim loại ra có thể cắt đá, nhựa, kính..
- Cắt sợi, cắt cáp.
Là máy khi cho dòng điện chạy qua dây kim loại cực nhỏ, nó vừa làm chảy kim loại vừa cắt. (máy gia công phóng điện). cho dù tấm thép có dày nó cũng có thể cắt ở ở độ chính xác cao với rất nhiều hình dạng khác nhau giống như lưỡi sợi (lưỡi nhỏ). Khi chế tạo khuôn thì không thể thiếu được, tuy nhiên máy để cắt bằng lưỡi cưa loại sợi đấy thì người ta gọi là cửa vòm.
Laser hay plasma, cắt sợi thì thì máy sử dụng phương thức làm nóng chảy vật liệu để cắt. khi mà cắt thép không gỉ nó khó nóng chảy hơn thép thì năng lực của máy nó sẽ giảm xuống là đương nhiên.
- Máy đột
Là máy đột dùng áp lực gia công để đục lỗ trên thép tấm. sử dụng cả trong trường hợp tạo lỗ vít trên tấm thép (taro). Nếu mà đục lỗ theo kiểu liên tục thì có thể vễ lên đó hay lỗ được đột theo hình khác nhau. Máy đột với thao tác trên việc lập trình thì có thể thay đổi được hình dạng khuôn cũng như vị trí lỗ đục. về cơ bản thì sử dụng áp lực chuyển động của dầu, cũng có máy nó phức hợp cả máy laser và máy đột vào.
7-2. cắt gọt
Cưa lưỡi tròn, cưa lưỡi cuộn
Là máy sử dụng phương thức răng cưa để cắt chủ yếu vật liệu dài, thép hình, thép ống, thép tròn. Tiếng nhật còn được gọi là メタルソート、丸鋸盤。(lưỡi tròn). Lưỡi cuộn thì gọi là: 帯鋸盤
Khi mà sử dụng lưỡi thì phần dày của lưỡi nó sẽ thành chi phí cắt và mùn cưa. Khi mà cắt thép không gỉ thì cần phải hạ tốc độ lưỡi xuống so với cắt sắt. vì độ mòn của lưỡi nó cũng nhanh lên giá thành cắt nó cũng cao.
Máy khoan.
Là máy tạo lỗ bằng cách cho quay mũi khoan và khoan thành lỗ. máy gia công cơ bản của gia công sắt thép. Lớn bé cũng có rất nhiều chủng loại. ứng với ứng dụng khác nhau có rất nhiều sản phẩm đa chủng loại bán trên thị trường. khi mà khoan ở thép không gỉ thì có thể bị cháy do quá trình cứng hóa, nhận thức được việc đó thì rất tốt.
Máy tiện
Là máy: cho quay vật liệu và dùng dao để gọt. vì là quay vật liệu để gọt nên hình dạng hoàn thành gia công nó sẽ có mặt cắt là hình tròn. Năng lực thì chiều dài đường kính tối đa có thể tiện thì có thiết lập, từ thao tác bằng tay đến lập trình thì kích thước cũng như phương thức thì có rất nhiều. từ sản phẩm nhỏ như là bộ phận trong đồng hồ đến đồ lớn như bánh xe của đường sắt. Những đồ mà được tiện thì có rất nhiều ở xung quanh chúng ta.
máy tiện của nhật thì lần đầu tiên được nhập từ châu âu từ thời minh trị.
Máy phay
Là máy gọt vật liệu được cố định trên bàn chuyển động theo hướng xy, được gọt bằng con mà quay. Tiếng anh là : Milling cutter. Ngược lại với máy tiện vị trí dao là cố định, vì vừa di chuyển phía vật liệu vừa gọt lên nó có thể gọt theo phương đường thẳng. kết hợp với hình dang muốn phay thì có rất là nhiều con dao được bán trên thị trường.
Máy gia công cnc
- Là máy tập hợp của nhiều máy như máy khoan, máy phay máy tiện thành một máy. Là máy tập trung nhiều tính năng của gia công cơ khí.
Nó có thết bị có thể thay đổi số lượng lón dao một cách tự động, dựa vào điều khiển phần mềm lập trình sản phẩm gia công cắt gọt với hình dạng phức tạp nhưng chỉ với một máy có thể chế tạo được.
- Gia công cắt gọt thép không gỉ, so sánh với vật liệu sắt thép, sự cứng hóa do gia công dễ sảy ra. Do đó việc cài đặt giống với sắt thì không thể gọt đẹp được. góc độ dao hay tốc độ cũng như rất nhiều sự hiểu biết trở lên cần thiết. dó đó sự tích lũy về ki thuật gia công được yêu cầu. ngay cả khi cùng một máy cùng chất lượng sản phẩm nhung không có nghĩa là có thể chế tạo được. dù có sự phát triển của lập trình hay những thiết bị tối tân thì vấn đề cơ bản của trương trình gia công thày cũng không thể thiếu được thao tác bằng tay và kinh nghiệm tích lũy.
Đối với thép không gỉ để mà giảm thiểu sự cứng hóa khi gia công thì người ta hay sử dụng những loại thép dễ cắt gọt như 303 hay 416.
7-3. Bẻ gập (máy chấn) tạo hình (máy ép)
Máy ép: là máy sử dụng lực được ấn từ trên, và nó sẽ cắt đục, bẻ hay tạo hình vật liệu trên cái cối được gắn ở đó. tên gọi chung của máy tạo lên rất nhiều hình. Vì máy tiến hành gia công trên cấc loại dựa trên cái cối đã được thiết thập, nếu không có cái khuoon thì không thể làm được gì. Giống như máy tính không có phầm mềm. là cai máy không thể thiếu được khi chế tạo sản phẩm thép tấm. phương thức hoạt động thì có rất nhiều, phương thức hoạt động đại diện được ghi như dưới đây.
- Bánh đà được quay lực chuyển động quay được biến thành lực chuyển động lên xuống tạo lên lực ép. vì nó chuyền động bằng mô tơ lên còn gọi là ép động lực.
- Sử dụng máy bơm dựa vào dầu hoặc khí làm chuyển động ống ty tạo ra lực ép. ép dầu hoặc ép khí.
- Cũng có máy sử dụng động cơ server để điều khiển một cách chính xác.
- Ép sử dụng sức người , bây giờ thì vẫn còn hoạt động từ loại nhỏ sử dụng tay cũng như có loại sử dụng bằng chân.
Nguồn của máy: biểu thị bằng năng lực của máy lực ấn thì được biểu hiện bằng bao nhiêu tấn. ví dụ: ép 20T, 100T
Trường hợp biểu hiện khung của máy, thì tùy vào hình dạng đó, được gọi là hình chữ C hay hình cổng hay hình tứ trụ. Máy chặt cũng là một loại của máy ép.
Gia công ép thì bằng máy + khuôn, máy ép thép không gỉ và ép sắt thì không có gì khác nhau. ứng với mỗi loại vật liệu thì ta phải sử dụng hợp với cái cối.
Dùng để gia công những hình dạng giống như cái đĩa.
Rèn:
Gia công ép thì là gia công mà vật liệu là dạng tấm. rèn là phương pháp gia công tạo hình có mục đích bằng cách đánh mạnh vật liệu kim loại vào cái cối. vì sự đánh mạnh đó nó tạo lên độ cứng cho vật liệu, có thể nâng cao được độ bền. trườn hợp nhiều là sử dụng phôi cán làm nguyên liệu. (bán thành phẩm trước khi gia công, hầu như là ở trạng thái cán xong để nguyên, vỏ có màu đen)
Với những người bình thường thì có thể hình dung giống như rèn dao, cuốc, hay các nông cụ.
Gia nhiệt vào kim loại làm mềm ra nên dễ tạo hình, khi đang ở trạng thái gia nhiệt thì dùng búa đánh lên cái đe để tạo hình. Việc và cho nó kết dính vào với thép thì đó chính là công việc rèn.
Máy mà sử dụng sức ép đó mà được tiến hành trên cái khuôn thì gọi là chế tạo bằng rèn. Cũng giống như rèn thường (rèn tự do) thì gia nhiệt vào rồi gia công thì gọi là rèn nóng. Việc để nguyên nhiệt độ thường gia công thì gọi là rèn nguội. việc rèn chế tạo thì việc thất thoát vật liệu nghĩa là rơi vào phí cắt giống như gia công cắt gọt thì hầu như là không có. Lên đó là một điểm lợi.
Với ốc, vít thì đại khái là chế tạo bằng phương pháp rèn, và phương pháp gia công quay (tìm hiểu trên mạng) gia công quay là gia công mà tạo hình sao cho giữ vật liệu trên cái khuôn được quay.
Với gia công quay chế tạo vít là tạo ra những cái răng.
Máy chấn
Là máy gia công bẻ cong thép tấm.
Được tạo hình khi kẹp vật liệu muốn bẻ cong vào giũa con dao trên với hình chữ V và cai cối phía dưới. có rất nhiều cối cũng như dao được chuẩn bị để làm cho phù hợp với hình dạng muốn bẻ cong. Về năng lực của mấy chấn, thì thường biểu hiện qua lực nén cũng như kích thước chiều dài khả năng gia công chấn. ví dụ:
3.2tX3000 200T thì cái máy với áp lực là 200T nó có thể chấn được tấn sắt có độ dày 3.2mm và chiều dài là 3000mm. chiều dài nếu mà vượt quá giới hạn của máy thì không thể, nhưng độ dày thì tùy vào cối cũng như độ cúng của vật liệu nó sẽ thay đổi. ví dụ: với nhôm thì độ dày trên 3.2mm cũng có thể gia công được.
- Các hang nổi tiếng: amada, toyokoki, komastu.
- Để mà bẻ gập thép không gỉ, lực lớn hơn sắt là cần thiết, hơn thế nữa trạng thái mà mà đã bẻ cong và sử nhả lại khi bẻ cong của thép không gỉ và sắt là khác nhau. Sự khác nhau đó thì mỗi kim loại nó khác nhau. Để mà nhận định được sự khác nhau đó rồi gia công thì kinh nghiệm sự hiểu biết, cũng như kiến thức là rất cần thiết.
* máy uốn:
- là máy mà tạo hình tròn cho thép tấm khi được đưa qua giữa 3 trục và vừa gia lực gia quay. ứng dụng làm những vật hình trong hình bán nguyệt.
- với 3 trục nếu mà ghi là 6X2000mm thì có nghĩa là no có thể uốn được tấm sắt với độ dày là 6mm và chiều rộng là 2000mm. tuy nhiên đường kinhsmaf có thể quấn thì tùy thuộc vào nguồn lực của mày, độ lón của trục cũng như độ cứng của vật liệu thì nó sẽ thay đổi. vì chế tạo bằng việc quay lên càng dài càng mỏng càng dày thì gia công nó sẽ trở lên khó.
Kích thước của máy, từ loại to để chế tạo những cái bồn lớn đến những máy nhỏ quay bằng tay, có rất là nhiều chủng loại.
Về cơ bản thì là 3 trục nhưng 4 trục hay 2 trục cũng có,
Dù là gia công cuốn thì cũng giống với máy gia công khác, thép không gỉ nếu mà so sánh với hợp kim đồng hay nhôm hay sắt thì nó cứng hơn lên lực của máy thì cũng cần lớn hơn. Cùng một máy giống nhau nhưng giới hạn kích thước có thể quấn thì khác nhau.
7-4. Hàn
Là phương pháp gia công khi làm nóng chảy kim loại rồi nối vào nhau. Hễ mà chia ra dựa vào nguồn nhiệt thì có những loại như sau:
Nếu là điện thì là hàn điện, khí là hàn khí, hàn ma sát, hàn laser, hàn cao tần.
Việc hàn thép không gỉ thì chủ yếu là hàn điện lên sẽ nói qua về Phương pháp hàn điện thường được sử dụng. Nhưng nếu mà nhớ những ký hiệu tên của phương pháp hàn điện thì sẽ tốt trong lúc thảo luận với khách hang.
- Hàn que:
Hàn que thì chắc hẳn ai cũng biết, mọi người nhìn thấy trong nhà xưởng khi hàn thì tia lửa bắn tung tóe. Đây là phương pháp hàn khi kẹp que hàn tầm 30cm vào mỏ hàn làm nóng chảy que hàn để hàn. Hồ quang thì nó ở trạng thái điện nó phóng ra giống như là sét và phát sinh ra nhiệt độ cao, phần đầu của que hàn thì nó là một điện cực và hồ quang phát sinh ở đó. Là một phương pháp hàn cơ bản nhất, nhưng nó cũng yêu cầu về tay nghề. Được ứng dụng ở vật có trọng lượng, kích thước lớn, tấm thép dày hay các khung sắt.
Khi hàn chỗ mà nóng chảy ra bởi việc hàn thì trước lúc mà nó kịp ngội và cứng lại nếu nó gặp không khi thì kim loại đó sẽ bị ô xi hóa, nghĩa là hàn vẫn chưa đạt. do đó nhất định che chắn cách ly bằng chất liệu che chắn. trường hợp mà hàn que thì chất bao bọc bên ngoài que hàn nó nóng chảy cùng với que ngăn cách không khí. Chất bao bọc sau khi nguội cứng lại thì gõ bong ra khỏi chỗ hàn. Trường hợp mà sót lại cai giống như lớp sừng màu đen ở chỗ hàn thì đó là chất liệu phủ.
- MIG và MAG
Là phương pháp hàn mà nó làm nóng chảy dây hàn nhỏ mà trở thành điện cực thay thế cho que hàn. Dây hàn thì được quấn vào quận và được đẩy ra từ đầu mỏ hàn bằng máy cấp dây. Do đó mà không cần thiết phải thay que hàn giống như hàn que, và có thể hàn một cự ly dài. Chỉ cần bóp cò thì dây nó được đẩy ra nên cũng hay gọi là hàn bán tự động. để che chắn không khí thì có khí ga từ mỏ hàn được đẩy ra tạo thành một hệ thống. với hàn sắt thì chủ yếu là dùng khí CO2 làm khí bảo vệ nên cũng có khi gọi là hàn CO2. khi mà hàn thép không gỉ hay nhôm thì thuờng sử dụng khí argon và khi co2 trộn lẫn vào.
- Hàn TIG
Là phương pháp hàn nà sử dụng chất vonfram không bị hao mòn làm điện cực, hay là làm nóng chảy que hàn ở trong tia hồ quang. MIG, MAG thì lấy chính điện cực đó làm que hàn, nhưng TIG thì cần thêm que hàn. (cũng có trường hợp không cần)
Với sự khác nhau khi sử dụng nguồn điện lên máy hàn Tig nó cũng có các chủng loại, máy hàn dòng một chiều dung cho hàn thép không gỉ, máy dòng xoay chiều dung cho hàn nhôm hay là magie.
- Hàn Plasma
Là phương pháp hàn mà sử dụng vonfram làm điện cực và sử dụng tia hồ quang plasma để hàn. Nó là một hệ thống mà phát triển hàn Tig lên một tính năng mới, tùy thuộc vào việc sử dụng cái đầu van tiết chế xung quanh điện cực với việc sử dụng ga plasma lên nó có thể tập chung tia hồ quang lại rất nhỏ. Do đó nó có thể hàn ngấu sâu được và phần ảnh hưởng nhiệt cũng rất nhỏ. Lớp bảo vệ thì dùng khí argon hay là argon trộn với H2, dòng điện hàn sử dụng là một chiều DC.
- Nói về que hàn.
Là vật liệu vừa làm nóng chảy vừa được thêm vào chỗ hàn. Với vai trò kết nối vật liệu lại với nhau, hay là lấp đầy, đắp nồi thịt lên những kẽ hở giữa vật liệu với nhau, là một vật liệu quan trọng giúp nâng cao độ tin cậy và độ bền của chỗ hàn.
Về cơ bản thì sử dụng chất chung với loại thép hàn, nhưng để nâng cao chất lượng hàn que hànnó có tỷ lệ thành phần nó sẽ khác một chút so với vật liệu thong thường. JIS cũng có ghi
Ví dụ:
Trường hợp SUS304 thì que hàn là 308 hoặc 308L
SUS316 que hàn là 316 hoặc 316L
Trường hợp mà khác chất liệu như sắt với thép không gỉ dùng que 309
Nếu mà không chọn phù hợp với đúng loại thép thì đó là nguyên nhân gây lên hàn không đạt.
- bộ phận mà tiếp nhận ảnh hưởng nhiệt do hàn thì tổ chức kim loại nó bị biến đổi dẫn đến dễ bị ăn mòn vỡ. người ta gọi phần chịu ảnh hưởng nhiệt xung quanh khu vục hàn đó là HAZ (heat affected Zone), đặc biệt như SUS430 hễ mà kéo dài nhiệt độ trước sau khoảng 470C thì nó trở lên yếu dễ vỡ lên sau khi hàn thì việc sử lý nhiệt là rất cần thiết.
- phương pháp hàn kháng:
khác với hàn hồ quang, đây là phương pháp hàn kim loại bằng cách phát sinh nhiệt kháng do dòng điện cao tạo lên. Sử dụng trong trường hợp hàn những tấm thép xếp lên kết hợp lại với nhau. Không hướng tới việc hàn nối ghép, nhưng cũng có máy hàn chuyên dụng để hàn vít hay thanh tròn gọi là hàn giáp nối (hàn đối đầu, hàn chấm)
- Cho chồng hai tấm thép muốn hàn lên sau đó ép kẹp giữ trên dưới bằng điện cực, trong tức thời dòng điện cao áp nó chạy qua, chỗ kẹp ở điện cực nó sẽ phát nhiệt và hàn lại. vì phần hàn nó là điểm lên người ta hay gọi là hàn điểm. Phương pháp mà làm quay điện cực hình tròn một cách liên tục thì gọi là hàn lăn hay hàn xoay. Khi nói chuyện về hàn nếu mà biết hàn điểm, hàn chấm, hàn lăn đều là một loại hàn kháng, nếu mà nhớ được thì rất có ích.
- Với máy hàn điểm thì phương pháp cho điện chạy qua nó khác, chảng hạn như có các phương thức dòng một chiều, xoay chiều, inverter, tụ, do nguồn khác nhau lên từ loại nhỏ đến loại lớn đều có.
- Hàn Laser:
- vì nó sử dụng ánh sáng laser làm nguồn nhiệt để hàn lên nguyên lý nó sẽ giống với máy cắt laser.
- Laser thì không phải là hồ quang điện lên đường ánh sáng nó không lan rộng mà có thể tập trung tại một điểm. dó đó ảnh huởng về nhiệt lên vật liệu là ít, và độ tinh mịn về hàn là có khả năng.
- Các máy móc công nghiệp mà ứng dụng tia laser thì sẽ ngày càng phát triển.
- Hàn khí
- Là phương pháp mà dựa vào ô xi và khi axetylen và dùng lửa nhiệt để nung đốt để hàn.
- hàn thiếc
- hàn chì hay hàn khò vì nó không làm nóng chảy vật liệu lên nó khác với những hàn khác, nó có một vai trò quan trọng trong việc gắn kết kim loại được sử dụng từ xưa đến nay.
- Hàn khò là phuơng pháp hàn sử dụng kim loại có nhiệt đọ nóng chảy thấp hơn vật liệu cần hàn giống như một chất keo để gắn kết lại. được sử dụng gắn kết sản phẩm bằng đồng chảng hạn mà không phù hợp hàn hồ quang.
- Hàn thiếc hay hàn chì thì kim loại mà dung làm chất gắn kết là hợp chất chì với thiếc. vì chì thì nó mang độc tố nên luật pháp cũng có cấm. Gần đây thì người ta sử dụng phương pháp hàn không chì.
7.5 Phương pháp gắn kết
- phương pháp nối không sử dụng nhiệt,
- trong JIS thì có rất là nhiều loại
loại không có răng như bắn i-vê (rive), những đồ mà không thể hàn, sản phẩm có thể cong vênh do hàn, sản phẩm lắp ráp chảng hạn thì sử dụng ốc vít nhiều.
8. Tái bút
Việc viết về thép không gỉ đến đây là đó là sự ghi nhớ từ tài liệu, sách đã đọc, những thứ cần thiết trong công việc hay là kinh nghiệm của những tác giả, những câu chuyện với khách hàng, rất là nhiều việc thì đuợc pha trộn vào. Sự nhớ mang máng, tôi nghĩ là là có rất nhiều việc mà việc xác nhận là còn thiếu nhưng viết lên đây, rất mong được sự tha thứ.
9. Tài liệu tham khảo
1. 職場で生かす金属材料シリーズ ステンレス 橋本政哲
2.事例で探すステンレス鋼選び 尾崎敏範
3.ステンレス鋼の選び方・使い方(JISシリーズ) 田中良平
4.鉄と防食のはなし(science anh technolpgy)松島巌
5.トコトン優しい鉄の本(今日からモノ知りシリーズ)松島巌
6.ステンレスの初歩 ステンレス協会
INOX CƯỜNG QUANG CAM KẾT:
→ Mang lại những sản phẩm từ Inox tấm - cuộn đẹp mắt, có độ bền vượt trội, sở hữu khả năng chống lại quá trình oxy hóa tự nhiên vượt trội giúp quý khách hàng có được công trình bền chắc đúng ý muốn.
→ Đưa ra những tư vấn chuyên sâu nhằm giúp bạn có được lựa chọn chính xác, phù hợp với nhu cầu để tiết kiệm thời gian, công sức hiệu quả.
→ Mang đến mức giá tốt nhất cùng những chính sách hỗ trợ ưu việt để đối tác, quý khách hàng tiết kiệm chi tiêu hiệu quả.
→ Thủ tục thanh toán rõ ràng, nhanh chóng, chính sách đổi trả hàng hóa ưu việt.
THÔNG TIN LIÊN HỆ
CÔNG TY TNHH KIM LOẠI CƯỜNG QUANG
- Điện thoại: 028.38473363 - 028.38473363 Ms.Nhung (Zalo): 0766.201.304
- Mr.Cường: 0776.304.316 - Zalo: 091.33.45.826
- Email: cuongquanginox@gmail.com
- www.inoxmauvietnam.com
- www.inoxmauvietnam.com.vn
- Địa chỉ: 68 Lê Sát, Phường Tân Quý, Quận.Tân Phú,Tp.Hồ Chí Minh
- Thời gian làm việc : 8:00 - 19:00, Thứ hai - Thứ Bảy , Chủ nhật - Nghỉ


Xem thêm